


La funció de producció
La producció és un dels processos fonamentals de les empreses, pel valor afegit que aporta i pel seu impacte en els resultats.
La producció és el conjunt de processos i operacions que, a partir d’un conjunt de materials i components (inputs), es coordinen per generar sortides (outputs), és a dir, la transformació –o elaboració– d’un producte a partir d’uns materials principals i accessoris en un producte final.
Les operacions poden ser d’elaboració, transformació, assemblatge, fabricació, etc. L’objectiu d’aquesta transformació és afegir valor a la cadena del producte a l’hora de comercialitzar aquest producte final (output).
En l’àmbit empresarial, el procés de producció reclama el disseny d’estratègies perquè les empreses puguin ser competents i diferenciar-se en funció del cost, la qualitat, el compliment de lliuraments, la flexibilitat, el servei al client o al medi ambient. A més, una empresa persegueix la màxima productivitat.
La productivitat és l’eficiència de la producció, la relació entre la quantitat de recursos utilitzats i els béns o serveis obtinguts, i en determinarà la rendibilitat, tant tècnica com econòmica.
Sistemes de producció
En un entorn canviant i de mercat global els sistemes de producció s’han d’anar modificant amb el triple objectiu d’orientar-los al client, fer-los més flexibles i ràpids i reduir constantment els costos d’operació.
Així, els sistemes de producció han anat canviant per adaptar-se als mercats i han evolucionat des del sistema de taller, altament flexible i amb una gran qualitat però també molt car, fins a les produccions en sèrie, que permeten fabricar grans volums a baix cost però que sacrifiquen la flexibilitat.
Producció en sèrie o en cadena
Al 1908, l’industrial Henry Ford, va presentar el Ford T que va ser el primer vehicle produït de forma massiva amb el sistema de cadena de muntatge.
Com a combinació d’aquests dos sistemes, la producció en taller i la producció en sèrie o en massa, el 1949 va aparèixer el sistema anomenat JIT (just a temps o just in time), sota el guiatge de l’empresa japonesa Toyota. El JIT va néixer en el context d’una nova filosofia organitzativa impulsada pels japonesos: la producció ajustada (lean manufacturing). Amb aquest model de producció es pretén millorar totes les variables competitives de forma simultània: innovació, qualitat, flexibilitat, cost i servei.
Actualment, però, com a combinació de la producció en massa i del JIT, ja està emergint un nou sistema de producció: la personalització massiva (mass customization), que consisteix a produir en grans lots però personalitzats des de l’inici del procés. La personalització massiva és un concepte introduït per Dell i consisteix en una estratègia híbrida per assolir simultàniament avantatges en cost i en diferenciació.
Personalització massiva
Empreses com Dell o Nike tenen la capacitat de produir els seus articles de forma estandarditzada i al mateix temps personalitzada, de forma que els clients poden escollir i combinar al seu gust determinats elements o accessoris del producte abans de comprar-lo.
Com es produeix i com es distribueix forma part de la definició del model de negoci definit estratègicament per la direcció de la companyia.
La decisió sobre el tipus de procés depèn fonamentalment del volum de la demanda, de la naturalesa del producte i del grau d’estandardització o de personalització. Es diferencien cinc tipus de processos: producció per projectes, producció en taller o artesanal, producció per lots, producció en línia i producció contínua.
Producció per projectes
El sistema de producció per projectes s’utilitza per a la fabricació de productes únics i de gran complexitat, que requereixen una gran quantitat de components i de tasques. Els terminis de fabricació són llargs i el grau de qualificació de la mà d’obra és alt.
En la producció per projectes no hi ha flux de producte: els recursos i components se subministren al lloc on es fabrica el producte, que no es mou durant el procés de producció. Sí que hi ha, però, una seqüència en les operacions: totes les tasques o operacions s’han de realitzar en una seqüència que contribueixi als objectius finals del projecte. La seqüència d’operacions i el procés que formen són únics per a cada projecte.
En aquest tipus de producció, el producte sovint està associat a un client en particular i exigeix un disseny a mida segons les seves especificacions. Així, els projectes es caracteritzen per l’alt cost i per la dificultat que representa la seva planificació i el control administratiu.
En molts casos, les tasques associades a un projecte no s’inicien fins que s’ha realitzat la comanda concreta. La fabricació d’un avió o d’un iot de luxe són exemples de producció per projectes.
Producció en taller o artesanal
Els processos de la producció en taller estan dissenyats per a la producció no seriada en lots petits i amb comandes úniques o en petites quantitats.
El procés és molt flexible, per poder afrontar dissenys diferents que s’adaptin a diferents tipus de clients, i la mà d’obra té un grau d’especialització alt. Els productes es mouen dins del procés productiu.
En aquest sistema de producció és habitual produir sota comanda tot i que, sovint, els processos són híbrids: es produeix contra estoc la part més estàndard i els elements més característics s’afegeixen sota comanda. D’aquesta manera es busca combinar la flexibilitat amb la rapidesa en la resposta.
L’elecció d’aquest sistema productiu implica que l’empresa competeix bàsicament en innovació i flexibilitat. Les sastreries o les ebenisteries serien un exemple d’aquest tipus de producció.
Producció per lots
A mesura que la demanda per al taller va augmentant i la gamma de productes es va reduint, es comença a produir en lots de productes.
Es produeixen productes similars, normalment de la mateixa família de productes i amb una fabricació que també exigeix feines semblants. La producció es realitza de manera repetitiva i les operacions es divideixen en grups especialitzats. Per exemple, en una empresa industrial: fresatge, tornejament i premsatge.
La línia de producció per lots es dissenya per produir diferents models de producte en la mateixa línia i, després d’haver processat un lot d’un producte en una operació determinada, es prepara l’operació per produir un nou lot corresponent a un altre producte.
El sistema de producció per lots és un sistema d’organització en el qual s’alternen els processos de fabricació per diferents models de la mateixa tipologia de producte.
Tot i això, pot haver-hi diferències entre els models que requereixin seqüències diferents i que les eines utilitzades en una estació de treball no siguin les mateixes d’un producte a un altre. Per exemple, un model pot requerir més temps total que un altre i fer que la línia hagi de funcionar a un ritme més lent. Aquestes modificacions produïdes pels canvis de producte impliquen temps de producció perduts generats per la parada de la planta en el moment d’adaptar-la a la nova fabricació.
Així, el sistema de producció per lots també és conegut com a sistema de producció discontínua, perquè el seu procés no és permanent o continu en el temps, té una durada definida i s’interromp per reorganitzar les màquines i els recursos de la línia de producció.
Aquest sistema és una solució a la producció quan la demanda d’un producte en concret no és suficient per fabricar-lo de forma permanent; d’aquesta manera, en el moment que queda parada una producció s’optimitza el temps fabricant un altre producte dins de la mateixa línia de producció.
Normalment s’utilitza per a la producció de models variats amb un volum de comandes que no permet garantir una continuïtat d’activitat. Les estacions de treball es preparen per produir la quantitat desitjada del primer model i després es reconfiguren per produir la quantitat requerida del model següent, i així successivament. És important que la maquinària dintre d’aquestes empreses sigui molt flexible i adaptable, amb capacitat de produir diferents productes. Les impremtes o la confecció, per exemple, utilitzen el sistema de producció per lots.
Producció en línia
El procés productiu en línia es justifica quan els volums són prou elevats per invertir en instal·lacions dissenyades per a processos amb una seqüència d’operacions fixa i equilibrada entre els diferents llocs de treball.
Els materials avancen de manera lineal d’una operació a la següent d’acord amb una seqüència fixa i es manté poc estoc entre cada operació. La inversió en maquinària i instal·lacions de transport és considerable. El grau d’utilització de maquinària i equip és molt alt.
Els productes són altament estandarditzats i es treballa per a estoc de producte acabat. El grau de qualificació de la mà d’obra és inferior al d’altres processos. Les prioritats competitives fonamentals són servei i cost.
En són un exemple les línies de muntatge d’automoció o l’envasament d’aliments.
Producció contínua
En la producció contínua el procés productiu està constituït per una seqüència d’operacions predeterminada, i el flux de materials és continu i transferit d’una operació a una altra per mitjà d’instal·lacions altament automatitzades. En aquestes instal·lacions unes quantes primeres matèries es transformen en una gran quantitat de productes acabats.
La inversió és molt alta i en molts casos obliga a produir les vint-i-quatre hores del dia. És important la localització de les fàbriques atesos els alts volums de materials i de productes acabats.
Les persones que hi ha en el procés en fan el control i la supervisió. La prioritat competitiva fonamental és el cost.
Un exemple d’aquest tipus de producció és la indústria alimentària o les plantes químiques.
Sistemes de producció ajustada (JIT)
Un sistema de producció ajustada o lean manufacturing (just in time o JIT) és aquell sistema de producció que fabrica exclusivament allò que demana el seu client, en el moment que ho demana, en les quantitats que demana i a un cost mínim. Aquesta metodologia de producció tracta de reduir al mínim necessari tots els elements que intervenen en la fabricació.
Filosofia "lean"
Es considera que ajustar-se als recursos mínims necessaris i maximitzar l’impacte, el benefici o els resultats és una optimització dels recursos i, per tant, suposa un valor per a l’empresa.
El JIT està basat en la demanda, o sigui que és un sistema d’estirada o pull que avança a mesura que el client consumeix. Així doncs, els aprovisionaments i les compres es generen encadenats amb el grau de consum del client. Bàsicament, no es fabrica res fins que no és necessari i no està expressament sol·licitat pel client. Cap línia, màquina o procés inicia la producció si no té una comanda de la línia, la màquina o el procés posterior. Així, es minimitza l’estoc i l’espai d’emmagatzematge.
El JIT és un sistema d’organització de la producció que té com a objectiu millorar els resultats mitjançant la reducció de costos, entenent els costos en el seu sentit més ampli: no només considerant els costos de fabricació, sinó també els administratius, els d’inventari o els de vendes i, en general, les operacions de l’empresa.
Origen JIT
D’origen asiàtic, neix a mitjan segle XX al Japó, amb el sistema de planificació de la fàbrica d’automòbils de Toyota.
El principi fonamental d’aquest sistema és eliminar qualsevol malbaratament, entenent com a malbaratament tot allò que no aporta valor al producte, i aprofitar al màxim tots els recursos productius, inclosa la mà d’obra.
Segons aquest principi fonamental, tot allò que no sigui la mínima quantitat d’equip, materials, components, espai i temps del treballador essencials per afegir valor al producte és malbaratament o ineficiència.
Els malbarataments que cal minimitzar o ometre es poden classificar en funció del seu origen o causa i generalment estan ocasionats per sobrecostos en el temps o en les unitats de producció. Concretament es classifiquen en:
- Sobreproducció. És considerat un dels pitjors malbarataments. Representa importants sobrecostos, ja que provoca un consum més gran de matèria primera, genera existències innecessàries i crea confusió sobre les prioritats de producció. És més freqüent en casos de fabricació de grans lots.
- Existència d’estoc. Segons Toyota, aquesta és la font de malbaratament més perniciosa, ja que els estocs, a més de representar capital immobilitzat, poden comportar altres problemes com ara l’obsolescència dels productes. Aquest tipus de malbaratament seria típic de produccions de baixa qualitat que obliguen a mantenir un cert nivell d’inventari per cobrir els possibles forats que poden deixar els productes defectuosos. Per evitar-ho, s’han d’incorporar subministraments i components al procés productiu just en la quantitat precisa i en el moment adequat i necessari, sempre amb l’objectiu de minimitzar l’estoc o d’arribar a l’estoc 0.
- Producció de productes defectuosos (tares). Implica que aquests productes no es poden servir com a producte final de l’empresa o requereixen un tractament posterior, més o menys costós, per facilitar-ne el consum.
- Esperes, per moments improductius.
- Transport de materials, productes, persones, màquines i eines. Es tracta d’una operació que no aporta valor al producte, causada per l’emmagatzematge en ubicacions allunyades o a desplaçaments entre llocs de treball distants.
- Processos inadequats. Entenent com a processos tant els recursos materials, com els recursos humans o els recursos integrats en l’operativa. Per exemple: eines, maquinària, operaris, mètodes de gestió i control, distribució a la planta, etc.
Característiques del sistema 'just in time'
Les característiques del sistema just in time es poden agrupar depenent de si estan relacionades amb les unitats de producció o si estan relacionades amb el temps i els processos.
Quant a les unitats de producció, el sistema JIT segueix el que es coneix com a teoria dels cinc zeros i té les característiques següents:
El 1984 Georges Archier i Hervé Seryex, amb la teoria dels cinc zeros, fan una sistematització dels objectius d’una fabricació “just a temps”, de forma que l’eficàcia de les tasques de producció es poden mesurar pel seu grau d’acostament a aquests objectius.
- Zero estocs (estoc 0). Reduint l’inventari s’afavoreix la detecció d’altres problemes com ara:
- Proveïdors no fiables
- Retards en els lliuraments
- Avaries de la maquinària
- Temps de preparació de la maquinària
- Deixalles
- Problemes de qualitat
- Zero defectes. L’objectiu d’aconseguir un producte perfecte i de màxima qualitat s’aconsegueix a partir de:
- Negociació amb proveïdors que garanteixin una qualitat del 100% de les matèries primeres.
- Utilització de maquinària que produeixi amb qualitat uniforme i constant.
- Manteniment i revisions de la maquinària de forma preventiva, preveient possibles avaries.
- Vigilància i control continu de la producció.
- Zero avaries. Aquesta característica està relacionada amb la reducció del factor temps. Té en compte que qualsevol problema, defecte o interrupció causat per la maquinària suposa una aturada en la línia de producció, amb la pèrdua de temps que això suposa dins d’un programa preestablert i tancat. Podem reduir les avaries mitjançant:
- Una distribució adequada de la planta de producció.
- Programes permanents i exigents del manteniment de la maquinària.
- Formació polivalent entre el personal perquè siguin capaços de resoldre amb autonomia problemes comuns quant a manteniment, ajustament dels equips, etc.
Quant a temps o processos, el sistema JIT es caracteritza per:
- Zero terminis. Per aconseguir que el cicle de fabricació d’un producte sigui el més reduït possible cal:
- Disminuir el temps d’espera
- Reduir els temps de preparació de les màquines
- Aconseguir moviments com més reduïts millor
- Zero burocràcia
- Zero paper
- Tasques administratives minimitzades
Avantatges i inconvenients de l'aprovisionament de resposta ràpida
L’aprovisionament de resposta ràpida vol dir que el procés de fabricació no s’inicia fins que es rep la comanda. És aleshores quan s’estira o “s’arrossega” la cadena de subministrament, des de la distribució cap a l’aprovisionament.
No segueix estudis de la demanda i, per tant, no pot patir desequilibris de consum o ritmes de previsió de demanda alts. Com que el ritme de producció depèn de la demanda, no es necessita un ritme constant de producció.
A més, elimina les ineficiències en tot el procés industrial, des de l’aprovisionament fins a la distribució. Té un impacte en les activitats logístiques molt important, ja que modifica pràctiques en tota la cadena de distribució. Com que no disposa de magatzem, no cal invertir gaire en edificis i instal·lacions, no s’ocupa espai, no es generen costos de manteniment, manipulació o gestions administratives relacionades amb l’emmagatzematge, i els productes no pateixen obsolescència o envelliment.
Un altre dels avantatges del sistema JIT és que permet reduir els costos i millorar la qualitat, i que redueix dràsticament els temps de resposta. Simultàniament, es redueix la inversió de capital i gairebé no hi ha inventari.
Aquest sistema exigeix clarament un sistema de fabricació àgil i flexible per satisfer la demanda dels clients tan de pressa com sigui possible, amb els requeriments sol·licitats i amb el nivell de qualitat exigit.
Com que aquest sistema busca la qualitat total, entre els seus inconvenients hi ha el fet que necessita professionals qualificats en totes les tasques perquè té molt en compte el potencial i la participació dels treballadors.
Com que no té magatzem, el sistema JIT necessita tenir els proveïdors entorn de l’empresa o la fàbrica, i com que no pot emmagatzemar, també necessita distribuir les comandes al moment. Això passa, per exemple, quan hi ha grans quantitats de producte amb un temps de vida limitat o quan el producte final ja elaborat, s’ha d’emmagatzemar per distribuir-lo als punts de consum llunyans.
Exemples actuals de l’aplicació del sistema JIT
D’acord amb els seus orígens, actualment les indústries d’automoció com Ford o Toyota utilitzen aquest sistema. Com que produeixen segons la demanda, els possibles problemes de subministrament que poden sorgir en el moment concret (per transport, vagues, festes locals, etc.) els resolen mitjançant aprovisionament urgent.
Un altre exemple de negocis que utilitzen aquest sistema són aquells que treballen amb productes de vida limitada i de consum ràpid, com ara els supermercats o les botigues de menjar fresc, que a vegades necessiten magatzem. El magatzem de distribució Mercadona treballa els productes frescos, com ara fruites o verdures, amb estoc zero. A la tarda-nit registra l’entrada d’aquests articles, de bon matí comença el repartiment a les botigues i al migdia el magatzem ja està buit.
Així, els avantatges del sistema JIT es poden classificar depenent de l’acció que realitzen, i poden suposar una reducció, una millora o una potenciació:
- Reducció de la inversió d’inventaris
- Reducció del temps de producció
- Reducció de les necessitats físiques d’espai
- Millora de la utilització dels equipaments
- Millora de la qualitat
- Millora de la productivitat de la mà d’obra
- Potenciació de la participació dels treballadors
Com a desavantatges del sistema JIT es poden destacar:
- No pot respondre ràpidament a canvis en el volum de producció o en el disseny del producte.
- No permet tractar productes per demanda o amb sol·licituds de variants especials.
- Exigeix que els treballadors assumeixin més responsabilitat.
- Requereix poca variabilitat en la programació diària de la producció.
- Exigeix característiques contractuals amb els proveïdors.
Tenint en compte els avantatges i inconvenients del sistema JIT, la seva aplicació es pot considerar com a recomanable en els següents entorns de fabricació:
- Cadenes estables de processos.
- Volums de producció que facilitin el control, és a dir, lots petits de fabricació.
- Gamma de productes limitada, sense gaire dispersió.
- Processos de la cadena flexibles que permetin la variabilitat dels punts anteriors.
Mètode Kanban
El mètode Kanban és una tècnica d’aplicació del mètode JIT associada, com el sistema JIT, a Toyota, i que es va desenvolupar amb l’objectiu de controlar el treball en curs. Aquest mètode es basa en el control de la producció a partir d’unes targetes denominades Kanban, que serveixen per controlar les quantitats produïdes en cada procés productiu.
Originalment, es gestionava amb una targeta dins d’una funda de plàstic en la qual s’anotaven el tipus d’element i les unitats necessàries. La targeta Kanban s’ha actualitzat informàticament i actualment consisteix en ordres de treball que s’envien automàticament i contenen informació sobre què es produirà, en quina quantitat, mitjançant quins recursos i com es transportarà.
Kanban significa ‘etiqueta d’instrucció’ en japonès.
Aquestes targetes són autoritzacions per retirar material d’una estació i, com a conseqüència, ordres per produir-ne de nou. L’estació de treball encarregada de la producció s’activa com a conseqüència de la retirada d’inventari d’una de les seves estacions client. Les targestes es poden classificar en dos tipus:
- Kanban de transport. Indica el tipus d’element i les quantitats de producte que ha de recollir el procés o estació de treball posterior.
- Kanban de producció. Indica les quantitats que s’han de fabricar per al procés de transport.
La circulació d’aquestes targetes suposa una comunicació i, per tant, poden ser eines d’interacció entre els següents integrants: estacions de treball de la mateixa fàbrica, fàbriques, magatzems i proveïdors.
Per al correcte funcionament del sistema, s’ha d’establir una ruta Kanban que reflecteixi el flux de materials. Això implica definir llocs perquè no hi hagi confusió en el moviment dels materials i perquè sigui evident si el material està fora de lloc.
El sistema Kanban requereix que hi hagi una molt bona comunicació des del departament de vendes fins al de producció, i que s’avisi amb prou antelació per fer les gestions relacionades amb articles cíclics, amb notable rotació de temporada i que requereixen un nivell de producció alt i precís.
A la secció “Annexos” trobareu un vídeo que exemplifica l’aplicació del mètode Kanban a la fabricació d’un producte.
L’ús del Kanban està lligat a sistemes de producció de lots petits. Es tracta d’una eina basada en la manera de funcionar dels supermercats, on tots els articles estan disponibles per a la venda en el moment i en la quantitat que necessiten els clients.
Exemple operatiu de Kanban
Les hamburgueseries com McDonald’s i Burger King treballen amb la tècnica Kanban. Tenen fileres amb l’estoc mínim, segons el consum previst per referència o producte (hamburguesa), i a mesura que es fan comandes es van reposant.
Perquè el sistema Kanban funcioni correctament són necessàries les següents condicions i requeriments previs:
- Anivellament de la producció. El que es pretén és anivellar la producció minimitzant les variacions en la demanda de cada element, article o component, de forma que cada peça pugui ser muntada o encaixada a un ritme constant.
- Reducció dels temps de preparació. Un canvi en el producte implica que s’han de definir operacions diferents, amb eines diferents, amb materials i components diversos i amb una maquinària diferent. Si s’ha de canviar el producte que passarà per la línia de producció, el temps necessari per adaptar la línia de producció al nou article ha de ser el mínim possible, considerant que forçosament caldrà comptar un temps de preparació (adaptar la maquinària, agafar noves eines, aproximar materials i components). Si aquest temps de preparació superés el temps de producció, voldria dir que el canvi no és rendible.
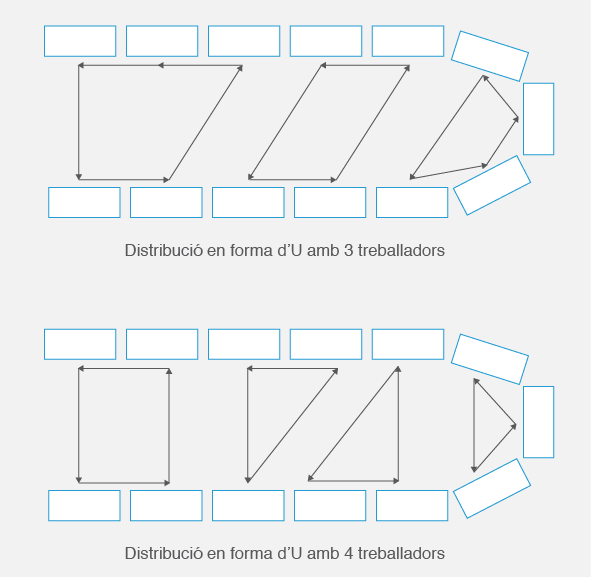
- Distribució correcta de la maquinària a la planta o línia de producció. La distribució es considera adequada quan un operari és capaç d’encarregar-se i de controlar diverses màquines o estacions de treball assignades, en una zona de la planta o línia. Les distribucions en forma d’U són les que es consideren adequades per a sistemes JIT, ja que permeten ajustar la quantitat de personal per adaptar la línia de producció a canvis en el producte o en les quantitats que s’han de produir. Podeu veure una mostra de distribucions en forma d’U a la figura.
- Estandardització de les activitats. Cal evitar la dispersió d’operacions, amb l’objectiu de minimitzar el nombre de treballadors necessaris per a les tasques productives i, així, millorar la productivitat i assolir un nivell alt de treball.
- Autocontrol. Cal evitar la fabricació d’un producte defectuós. Per tant, s’ha de detectar al més aviat possible per tal d’aïllar-lo i separar-lo del procés productiu i, així, evitar que continuï al llarg de la línia de fabricació i augmenti, per tant, el cost de la tara.
Programació de la producció
Un cop l’empresa disposa de la previsió de la demanda, cal programar el sistema de producció que s’hagi triat (projecte, taller, lots, línia de muntatge), per tal de cobrir la demanda esperada i assolir els nivells d’estoc desitjats.
Aquesta programació s’ha de fer tenint en compte tant factors interns, com ara pressupostos, liquiditat, capacitat de crèdit, maquinària, personal, espai, TIC, etc., com factors externs, com ara materials, components, proveïdors, transport, etc.
Els factors interns –com ara el disseny, la localització, la capacitat de producció que caldrà assumir, la tecnologia que s’utilitzarà, el personal necessari i altres decisions relacionades amb el manteniment, el transport, l’optimització de la informació o el control de qualitat– seran decisions estratègiques que s’hauran pres prèviament.
El pla de producció és el mapa descriptiu en què es desglossen els recursos i les activitats involucrats en l’elaboració d’un producte final o les operacions necessàries per oferir un servei.
Els materials i processos han d’estar ben definits, descrits, planificats i mesurats per tenir una bona organització i un bon funcionament, així com per optimitzar temps i costos de la cadena productiva. La producció forma part de tot un sistema en el qual tots els processos i les operacions estan interconnectats.
Una bona definició del pla de producció, així com del control, l’optimització i l’eficiència, té una incidència directa en l’estratègia competitiva de l’empresa.
Els objectius principals del pla de producció són el control, la planificació i la previsió de tots els recursos, els terminis i les operacions involucrades en el procés productiu, per arribar a oferir un producte o un servei final, amb el preu, qualitat i terminis definits per satisfer la demanda.
El procés de planificació de la producció segueix una jerarquia: pla agregat de producció, pla mestre de producció i pla de materials. Es comença per un pla més general i a més llarg termini fins a arribar als plans més detallats i immediats, en els quals es concreten els materials per completar la producció.
El pla agregat de producció
Tenint en compte que el pla de producció es genera per definir i organitzar uns recursos i unes activitats per elaborar un producte final que ha de satisfer una demanda, s’ha de generar a partir d’aquesta demanda esperada (prevista) o generada (actual); és a dir: cal planificar els recursos i activitats (operacions) en funció d’aquesta previsió.
Però també hi ha la possibilitat d’influir en la demanda perquè la variació de la producció no sigui excessiva. Es pot influir en la demanda per mitjà de la política de preus, amb publicitat i promocions, o endarrerint les entregues. En aquest últim cas, el client ha d’estar disposat a acceptar aquest endarreriment.
Pot ser que la demanda no sigui uniforme al llarg de l’any perquè alguns productes es venguin més en uns mesos que en uns altres, és el que es coneix com a estacionalitat de la demanda. En un pla agregat s’ha de determinar com es farà front a aquesta estacionalitat ajustant la capacitat de producció a la demanda que es preveu per a cada període, per exemple acumulant estocs, amb subcontractació, o contractant o acomiadant personal.
El pla agregat de producció avalua, per línies de productes o famílies que usen recursos similars, les necessitats de producció derivades de les decisions estratègiques a mitjà termini.
La planificació agregada transforma la informació resultant de les previsions en un pla d’activitats necessàries per cobrir la demanda projectada. Com el seu nom indica, aquesta planificació té en compte el nivell agregat (famílies de productes, grups…) més que el detall de cada referència o article. Els principals objectius de la planificació agregada són calcular els factors següents:
- La taxa de producció o nombre d’unitats produïdes per unitat de temps (per exemple, per setmana o mes).
- El nombre de treballadors, màquines o unitats de capacitat necessaris per a la producció.
- La quantitat de treball extra necessari o la subcontractació necessària.
- La demanda que no podrà ser satisfeta en el període previst però que serà produïda en períodes futurs.
- L’estoc disponible al llarg dels diversos períodes.
El pla agregat és resultat del consens de les diferents àrees funcionals implicades (comercial, aprovisionament, producció, distribució…) i el seu resultat serveix per definir el marc en el qual s’hauran d’ajustar les planificacions a curt termini i les decisions d’aprovisionament i distribució associades. Sol cobrir de 3 a 18 mesos.
Per generar aquest pla agregat és necessària la informació següent:
- La previsió de la demanda per al període en el qual es vol determinar el pla agregat.
- El temps de personal o maquinària necessari per unitat de producte/servei.
- El cost de manteniment de l’estoc i els costos de ruptura d’estoc.
- Els costos de producció (per hora treballada, per hora extraordinària, de subcontractació, de contractació/acomiadament de personal, de màquina).
En el moment de definir el pla agregat de producció, l’empresa també defineix la seva estratègia de producció. En aquest sentit, l’empresa pot optar per dues possibilitats:
- Estratègia de producció uniforme o anivellada, que parteix de la base que els costos derivats dels canvis introduïts en la producció són més elevats que els avantatges d’una producció contínua, malgrat que se’n derivin estocs a causa dels desajustos que ben segur sorgiran entre la taxa de producció fixada i la demanda del mercat. Es correspon a tècniques de producció ajustada (lean).
- Estratègia de producció a la caça, que pretén minimitzar, o bé eliminar, els riscos i costos derivats de l’estoc que es produeix quan el rendiment i el consum final no coincideixen. Aquesta estratègia dona prioritat a la flexibilitat abans que a qualsevol altra consideració i força una adaptació contínua dels recursos a la demanda, cosa que pot arribar a ser extremadament costosa si les despeses d’aquesta flexibilitat que es pretén no són premiades pel mercat en forma de preus més elevats.
L’estratègia de producció anivellada pretén aconseguir un volum de producció estable, mentre que amb l’estratègia a la caça la producció es va adaptant segons la demanda dels clients.
En general, les empreses solen optar per una estratègia híbrida i es decanten per l’una o per l’altra depenent del mercat al qual van adreçats els seus productes o serveis.
Un cop definida l’estratègia productiva adequada, i tenint en compte totes les limitacions, s’elabora el pla agregat de producció, que serveix com a marc de referència per a les planificacions a curt termini de la fabricació així com per a les decisions d’aprovisionament i de distribució de la cadena de subministrament que hi estan associades.
El pla mestre de producció
En la tasca quotidiana, les empreses necessiten una guia més concreta del que cal fer amb referència a la producció de productes acabats.
El pla mestre de producció és la concreció del pla agregat de producció i determina quants productes finals s’han d’elaborar i en quins períodes de temps.
Per elaborar el pla mestre es distribueix la producció en intervals de temps, per exemple setmanes o dies, i es determinen les quantitats que s’han de produir en cadascun d’aquests períodes.
El pla mestre de producció (MPS, master plan schedule) és un model de determinació del que cal fer que s’anticipa a la demanda; és la peça fonamental en un sistema de planificació de necessitats de materials (MRP).
El pla mestre de producció és un mètode que assegura la cobertura de la demanda que es preveu que es donarà en un futur, un cop s’han tingut en compte les restriccions de capacitat i els temps necessaris per dur a terme totes les activitats necessàries per poder lliurar un producte acabat.
L’MPS té en compte totes les operacions de transformació i aprovisionament necessàries per obtenir el producte final.
L’elaboració del pla mestre de producció consta de quatre fases: planificació, consens, seguiment/control, actualització i correccions (si procedeixen).
Estructura del producte o servei
L’estructura del producte desglossa i detalla els materials, característiques, propietats, components i processos que configuren el producte final. Per poder gestionar bé la producció és imprescindible conèixer aquesta estructura amb el màxim detall.
L’estructura de producte és una representació detallada de les parts que el configuren, així com dels processos necessaris per configurar-lo.
Cada empresa i cada departament presenta aquesta informació amb una distribució visual personalitzada, independentment del format final que es presentarà en fitxa tècnica o d’especificacions. L’estructura del producte es genera estructurant la informació en jerarquies i arbres d’informació, per tant, en nivells i subnivells.
Els arbres de carpetes dels ordinadors personals o l’organització del pla general comptable són exemples d’estructuració de la informació en jerarquies.
Cal destacar que d’aquesta informació d’origen es nodreixen tots els departaments implicats en qualsevol àrea relacionada amb el producte, tant àrees de disseny i enginyeria, com àrees d’administració, de vendes o jurídiques, a part del departament d’operacions, compres, etc. Per tant, la forma en què es processen les dades és clau per al bon procés i gestió del producte durant tot el seu cicle de vida, des de la creació fins a la venda.
L’estructura de producte és rellevant perquè aporta informació i ajuda en la planificació i el control als departaments d’origen i de destí de la informació. Com a departaments d’origen podríem considerar els departaments de disseny o d’enginyeria, que són els departaments de creació. És on es generen els prototips que donaran lloc a les mostres finals, a partir de les quals es farà una selecció per a la fabricació o compra final. És en aquest moment que, si és el cas, se n’estudia i se’n projecta la producció.
Junt amb l’estructura de producte també queda registrada la informació, per facilitar-ne la comunicació i l’actualització. Es pot generar informació per facilitar l’escandall del producte, el llançament de les comandes necessàries o per generar un arxiu històric que permeti tenir la informació actualitzada i així possibilitar accions futures, tals com repeticions o actualitzacions del producte.
Tenir ben definit el producte no només és essencial per configurar-lo, sinó que, a més a més, té una incidència directa en el temps i en els costos; per tant, incideix en el benefici de l’empresa i en la disponibilitat del producte per a la venda i, com a conseqüència, en la satisfacció del client final.
Exemple d'estructura d'un producte
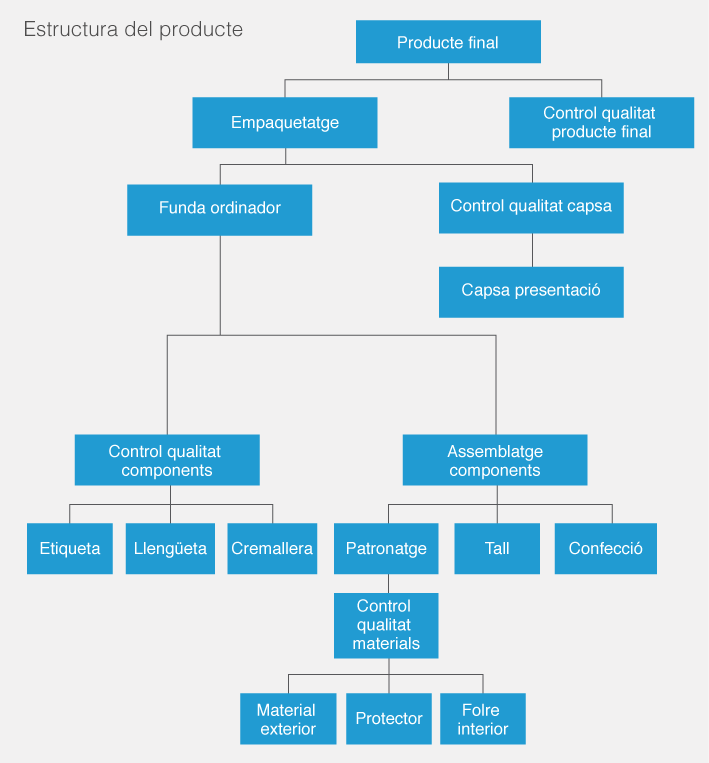
Per planificar la producció d’una funda d’ordinador, en primer lloc es defineix l’estructura del producte, que està integrada pels materials, components i processos per fabricar-lo:
| Materials | Processos |
| Material exterior | Compra de components |
| Protector | Patronatge |
| Folre interior | Assemblatge |
| Lliurament del producte final | |
| Components | Control de qualitat dels materials |
| Cremallera | Control de qualitat de les etiquetes |
| Llengüeta | Empaquetatge |
| Etiqueta de la marca | Control de qualitat dels components |
| Capsa de presentació | Control de qualitat del producte final |
| Control de qualitat de les capses | |
| Transport del producte final | |
| Compra de materials | |
| Compra d’etiquetes | |
| Compra de capses | |
| Tall | |
| Confecció |
Per presentar aquesta informació en nivells i subnivells, es pot utilitzar, per exemple, una estructura en forma d’arbre, tal com mostra la figura figura.
A partir d’aquesta informació i tal com mostra la taula, s’organitzen i seqüencien els processos per planificar la producció del producte.
| Ordre | Procés | Activitat 1 | Activitat 2 | Activitat 3 | Activitat 4 | Activitat 5 |
|---|---|---|---|---|---|---|
| Procés 1 | Compres | Compra materials | Compra components | Compra etiquetes | Compra capses | |
| Procés 2 | Control qualitat i recepció | Control qualitat materials | Control qualitat components | Control qualitat etiquetes | Control qualitat capses | |
| Procés 3 | Fabricació | Patronatge | Tall | Confecció | Assemblatge | Control qualitat producte final |
| Procés 4 | Empaquetatge i lliurament | Empaquetatge | Transport producte final | Lliurament producte final |
La planificació de necessitats de materials (MRP)
La planificació de les necessitats de material (MRP, material requirement planning) és un sistema de planificació de la producció i dels materials que apareix a la indústria a partir dels anys 70 i que es basa en dues idees essencials:
- La demanda de la majoria de productes no és independent, només ho és la de productes acabats.
- Les necessitats de cada article i el moment en què s’han de satisfer aquestes necessitats es pot calcular a partir de la demanda de productes acabats i de l’estructura del producte.
L’MRP és un sistema lògic de relació i planificació a partir del qual es determinen les necessitats de consum que tenim de matèria primera i de components. A partir d’un programa mestre de producció es poden calcular les necessitats reals de components i matèria primera amb dates i quantitats.
L’MRP fa servir els resultats del programa mestre per planificar les compres de materials als proveïdors i la producció de components i productes acabats.
Així doncs, les llistes de materials i els arbres de producte són un element imprescindible per conèixer la composició de cada producte i poder transformar les necessitats de producció en necessitats de materials.
Les solucions que aporta aquest sistema són:
- Determina: calcula què s’ha de demanar i quan s’ha de demanar o fabricar.
- Quantifica: porta un càlcul de les necessitats reals, tenint en compte les possibles minves per evitar tant les ruptures d’estoc com el sobreestoc; o sigui, així evitem tant l’excés com el defecte d’estocs. D’aquesta manera podrem donar una resposta ràpida als canvis del mercat, processant la informació de forma automàtica.
- Controla: facilita el seguiment i la detecció de desviacions sobre les quantitats i els temps previstos inicials. En el cas de productes complexos facilita tenir la informació per poder planificar i controlar el temps i les quantitats que s’han de demanar o fabricar, amb la qual cosa complirem les dates de lliurament acordades i això comportarà la satisfacció del client.
- Coordina: fa la coordinació dels temps de fabricació dels materials necessaris i, per tant, implica una millora en la utilització dels recursos d’equip i mà d’obra.
- Retroplanifica: a partir de les dates de lliurament previstes per al producte final, obté una data de llançament per a cada part, així com la quantitat necessària que cal demanar. Amb això, s’obté un pla de producció (production planning) de cada article que ha de ser fabricat, especificant referència, descripció, color, quantitat demanada i data de comanda.
Els principals elements dels quals es parteix per elaborar un MRP són els següents:
Retroplanificació
La retroplanificació consisteix a planificar les tasques d’un projecte prenent com a punt de referència la seva data de finalització. A partir d’aquesta data de finalització, es van temporalitzant les tasques en ordre invers i es va tirant cap enrere fins que s’arriba a la data d’inici.
- Estructura del producte
- Estoc inicial de producte acabat, matèria primera i components
- Comandes processades i pendents de lliurament
- Temps de preparació i fabricació (production lead time o PLT) per material i per component
- Quantitat mínima que cal demanar (minimum order quantity o MOQ) per matèria primera o component
- Data d’entrega prevista o acordada
- Retroplanificació
En l’MRP es treballa per referència individual, no per família de producte. Per a cada referència, el pla de producció ha d’incloure:
- El desglossament dels materials i dels components que l’integren,
- les activitats i operacions que intervenen en la producció,
- la temporalització de la producció, és a dir, els terminis per a cada operació i l’especificació de si les operacions són seqüencials o simultànies,
- la informació referida a l’estoc previ de la referència programada com a producte final i dels materials i components que la componen,
- i la capacitat prevista per a cada procés o activitat.
Pla de producció per a motxilles
La taula mostra un exemple de pla de producció.
| Proveïdor | GIA, Ltd. | |
|---|---|---|
| Ref. client | SICA | SICA |
| Ref. proveïdor | P318800 | P318800 |
| Color | Vermell | Turquesa |
| Data comanda | 15-12 | 15-12 |
| 1a mostra aprovació | 24-12 | 24-12 |
| 2a mostra d’aprovació | ||
| Aprovació de materials | 24-12 | 24-12 |
| Aprovació de materials 2 | ||
| Aprovació de folres | 24-12 | 24-12 |
| Aprovació de metalls | 24-12 | 24-12 |
| Etiquetes aprovació | 5-1 | 5-1 |
| Recepció de materials | 5-1 | 5-1 |
| Patronatge inici | 13-1 | 13-1 |
| Tall | 24-12 | 24-12 |
| Confecció | 18-1 | 18-1 |
| Etiquetatge | 10-1 | 10-1 |
| Empaquetatge | 10-1 | 10-1 |
| Control de qualitat presortida | 13-1 | 13-1 |
| Documents | 18-1 | 18-1 |
| Reserva transport | 12-1 | 12-1 |
| Lliurament transport | 20-1 | 20-1 |
L’MRP és considerat un sistema push, és a dir, que a partir d’estimacions de demanda s’elabora un pla de producció.
La programació es fa desglossant, organitzant, preparant i temporalitzant tots els processos pels quals ha de passar el producte per elaborar-lo, des de la recepció de la comanda oficial o ordre de fabricació fins a la seva presentació final per al lliurament.
Això implica que hi ha d’haver una previsió i que s’han de llançar les comandes amb un temps d’antelació, com a mínim, igual o superior al temps d’aprovisionament i producció del producte final. És convenient treballar amb retroplanificació i tenir en compte que cada tipologia de producte requereix uns temps mínims de fabricació. Si, per exemple, el termini de producció és de 90 dies i no s’ha fet la comanda amb una antelació superior, es podrien haver d’afrontar imprevistos en la demanda i en l’empresa mateixa.
Temps mínims de producció per tipologia de producte
En el cas de la categoria de producte de complements, els temps mínims de fabricació a la Xina estan establerts en els següents termes:
- Bosses: 45-60 dies
- Xals: 20-30 dies
- Bijuteria: 20-30 dies
- Sabates: 30-45 dies
- Cinturons: 20-30 dies
- Paraigües: 60-90 dies
Cal destacar que aquests temps poden variar depenent de les característiques tècniques del producte i del país on es treballa. Per exemple, a l’Índia els terminis mínims de producció poden ser de 90 dies.
Per tant, si els terminis no fan viable complir amb la retroplanificació, és recomanable renegociar la data de lliurament. Si no es fa així, no es podrà completar la producció en la data prevista.
Data d'inici de la producció
Sovint la producció no s’inicia en el moment de recepció de la comanda, sinó en el moment de la tramitació i confirmació de pagament. Molts proveïdors no inicien la programació de la producció fins que no reben la confirmació de tramitació de pagament o el pagament en si.
És habitual que les empreses treballin comprant els materials i els components a crèdit, i això vol dir que fins que no tenen les comandes i una garantia de pagament no poden anar al banc a fer servir el crèdit per comprar materials i components. La part compradora ha d’anar amb compte, perquè la programació de la producció i, per tant, la data de lliurament tant dels inputs (materials i components) com dels outputs (producte final) estarà marcada per aquesta garantia de pagament, no per la recepció de la comanda.
Per obtenir el producte en la data prevista és clau tenir ben definits tots els processos i els operaris necessaris per a cada procés en funció de la capacitat productiva. Així, es pot identificar i sobretot per minimitzar els colls d’ampolla i els riscos que poden afectar la producció o fins i tot aturar-la.
L’objectiu de la programació de la producció és aconseguir la fluïdesa de la cadena productiva i obtenir el producte amb la qualitat, la quantitat, temps i preu previstos.
Una bona programació de la producció s’aconsegueix definint de forma precisa i realista els temps mínims necessaris per a cada procés de la cadena i treballant amb especialistes per a cada procés; a més, és la garantia de complir els nostres compromisos i acords.
Les necessitats de materials
L’MRP o planificació de les necessitats de material (material requirement planning) aporta la informació final dels requeriments de compra per a cada material, tenint en compte la informació del magatzem, o sigui, els estocs que hi ha disponibles i en condicions per fer-los servir.
Les necessitats dels materials són determinades per la descripció tècnica del producte final i dels materials utilitzats per a la configuració i disseny de l’objecte de producció. Aquesta definició està especificada a la fitxa tècnica o d’especificacions, que defineix el departament d’R+D+I i que aprova el departament d’aprovisionament, operacions o compres, i en la qual es detallen:
- materials
- components
- processos
- mides
- pes
- aplicacions gràfiques
- propietats organolèptiques
- propietats tècniques
- etiquetatge
- personalitzacions o identificació de marca
- embalatge
- observacions necessàries per a la correcta definició i fabricació del producte
A partir de la informació de la fitxa tècnica s’elabora el llistat de materials que el componen (BOM o bill of materials) i s’hi afegeixen les quantitats que cal demanar de cada producte.
Així, l’MPS fixa les quantitats a produir de producte acabat a partir de la previsió de la demanda i, a partir d’aquí, l’MRP determina les necessitats de materials i components intermedis que cal produir o comprar i que configuren la llista de materials (BOM o bill of materials), d’acord amb la fitxa tècnica del producte.
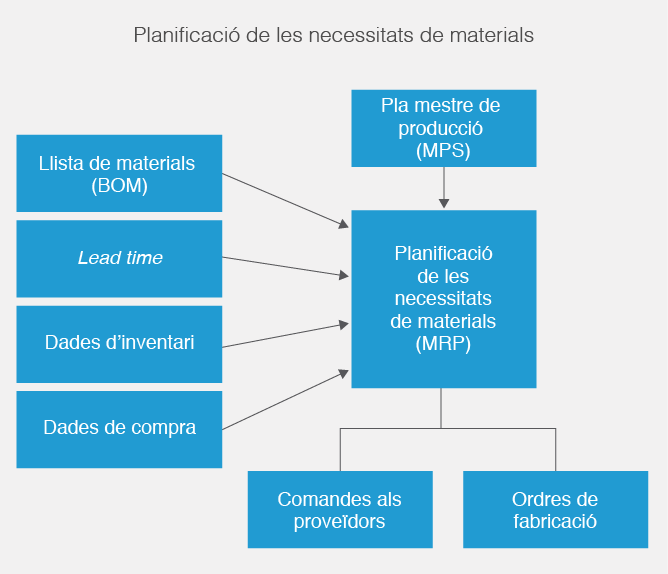
Per diferenciar entre el que es necessita (llista de materials) i el que es té disponible al magatzem, es determina què cal comprar o produir. A partir d’aquí cal considerar els possibles condicionants per a les compres i el temps necessari per a l’aprovisionament i la producció (lead time) per determinar en quin moment cal passar les ordres de producció a la fàbrica i les comandes als proveïdors. La figura figura mostra un esquema de la planificació de les necessitats de materials.
Cal destacar la importància no només de quantificar correctament les necessitats, sinó també de descriure-les correctament. D’una descripció correcta, en depèn el preu i el lliurament en el moment concret necessari. La manca d’informació o el canvi de materials impliquen renegociacions, costos més alts, temps d’espera…, i això pot comportar que hi hagi estocs paralitzats de la resta de materials o línies de producció parades per l’espera d’un sol material o component.
L’avantatge principal d’una bona descripció i quantificació de les necessitats materials en la tasca d’aprovisionament és garantir la satisfacció de la demanda en temps, quantitat i qualitat. Per altra banda, una reducció de costos d’emmagatzematge implica una gestió sanejada i garanteix la competitivitat de l’empresa. Si la previsió s’apropa a la demanda real del sistema productiu de l’empresa, els materials han d’estar menys temps immobilitzats i generen una despesa més petita.
Per tant, la fitxa tècnica o d’especificacions ha d’estar formulada completament i correctament, amb la descripció de cada detall que configura el producte, per facilitar la gestió de la compra, així com la negociació per garantir el preu acordat i, sobretot, per garantir el temps de lliurament dels materials i, per tant, el temps de producció previst.
Els sistemes d’empenta a la demanda (push) necessiten generalment la informació en el format d’un pla de necessitats de materials, a partir del pla mestre de producció, en el qual s’especifiquen els futurs lliuraments de proveïdors identificant els tipus de components, la quantitat i les dates de lliurament.
D’altra banda, els sistemes que estiren a partir de la demanda (pull) necessiten transmetre la informació en temps real al llarg de la cadena i prendre les decisions de producció i distribució que s’ajustin a la demanda real.
Els articles amb demanda independent es planifiquen fent ús de l’MPS, i els articles amb demanda dependent, fent ús de l’MRP.
Els articles amb demanda independent són aquells la demanda dels quals es deriva de les decisions de compra que prenen els clients. Tenen demanda independent tots els productes acabats que apareixen referenciats en un catàleg de venda.
Els articles amb demanda dependent són aquells la demanda dels quals es deriva del muntatge d’un producte acabat. El seu consum es deriva del consum d’altres components de nivell superior en la BOM, el consum dels quals deriva, alhora, del pla de producció del producte acabat.
Organització de la distribució
La distribució és el circuit a través del qual s’ofereix al client el producte o servei produït, a més de representar la infraestructura logística en què s’emmagatzemen els productes o se’n gestiona la comercialització.
La decisió estratègica de com i on distribuir es defineix decidint el canal pel qual arriba el producte al client o al consumidor final. És a dir, un cop finalitzada la producció, amb l’embalatge preparat per ser transportat al destí de venda, el mitjà pel qual es ven és el canal de distribució. Així, podem diferenciar les opcions següents que seran planificades, gestionades i operades generalment per equips diferents:
- Canal detallista o retail: botigues pròpies. Per exemple: les cadenes monomarca.
- Canal majorista: les fórmules poden ser diverses. L’empresa, per exemple, pot tenir comercials que presenten els productes als clients (botigues multimarca).
- Canal en línia o online: venda per mitjà de la xarxa d’internet amb un e-commerce o comerç electrònic.
També podem trobar noves fórmules de canals i fins i tot combinacions de canals, com ara: els outlets, que poden estar integrats dins del canal retail, en cas de distribuir-se per botiga física, o vendes flash (flash sales), quan es fan servir portals com Privalia o Vente Privée per oferir el producte de fora de temporada amb descomptes a través de la xarxa i en un temps curt i determinat, o operar de forma autònoma com a canal de descomptes i producte d’estoc. També trobem fórmules pop-up (temporals) amb motiu de la presentació d’una col·lecció estacional, un llançament d’un nou producte, etc. O l’omnicanal, que integra els canals online i retail, és a dir, es compra el producte online i es recull a la botiga física o bé es fan servir promocions combinades.
Planificació de les necessitats de distribució (DRP)
La planificació de les necessitats de distribució (DRP o distribution requirements planning) és un sistema de reaprovisionament per a tota la cadena de subministrament. El procediment que fa servir segueix la mateixa lògica que l’MRP, i es calculen les necessitats a partir de la previsió de la demanda del detallista. A partir d’aquesta demanda, es van calculant les necessitats de cada punt de distribució de la cadena, en funció dels terminis d’entrega o fabricació i dels nivells d’inventari disponibles.
En línia amb l’MRP, la DRP planifica l’aprovisionament de tota la cadena de subministrament i coordina les necessitats de cada component de la cadena. El seu objectiu fonamental és reduir l’inventari i les ruptures d’estoc. Així s’aconsegueix reabastir amb quantitats petites i freqüents, però tenint en compte els lots econòmics de comanda.
La planificació de les necessitats de distribució (DRP) és un procés sistemàtic per distribuir els productes amb més eficiència mitjançant la determinació de quins productes, en quines quantitats i en quin lloc són necessaris per satisfer la demanda prevista.
La DRP determina el producte o material necessari, la quantitat i el moment en el qual s’ha de mobilitzar per assegurar la disponibilitat d’existències i el nivell d’inventari objectiu en els centres de distribució o magatzems. És una tècnica de planificació d’inventaris per a centres de distribució o magatzems secundaris dintre d’una xarxa logística de magatzems utilitzats per a la distribució a clients finals, detallistes o majoristes.
Magatzems i distribució
Som un distribuïdor amb 200 botigues a tot el país, amb un magatzem central on rebem tota la mercaderia i des d’allà la distribuïm a totes les botigues. Cada botiga té el seu petit magatzem, amb la qual cosa hem de controlar els estocs per referència o tipologia de producte a:
- Magatzem central
- Magatzem de cada centre (botiga)
- Exposició per vendre a cada centre (botiga)
Es podria donar el cas que, per complexitat de gestió de transport o altres aspectes, haguéssim de tenir un magatzem regional per abastir, per exemple, les illes Canàries. Llavors, podríem tenir el següent model de distribució amb quatre punts per omplir de mercaderia:
- Magatzem central (Barcelona, seu central de la distribuïdora)
- Magatzem regional a destinació (illes Canàries)
- Magatzem de cada centre (botigues)
- Exposició per a la venda (botigues)
Hauríem de controlar els estocs de cada magatzem per assegurar la fluïdesa del subministrament i evitar el sobreestocatge en cadascun dels centres, així com la ruptura d’estocs.
Cada setmana, segons ho anéssim venent, aniria disminuint l’inventari d’exposició que hauríem de reposar des del propi magatzem i, en cadena, del magatzem regional i del subministrador. L’ordre de subministrament es podria programar de forma que quan s’arribés a un estoc mínim establert, el sistema informàtic, de forma automàtica, generés una ordre de comanda per a la reposició.
L’objectiu de la DRP és millorar els nivells d’assistència al client anticipant-se a la seva demanda en els centres de distribució i proporcionant productes acabats en la ubicació adequada quan sorgeixen les necessitats del client. A més, proporciona un pla de necessitats precís per a la fabricació i optimitza la distribució d’estoc disponible a la xarxa de distribució.
La planificació de necessitats de distribució es realitza en tres fases:
Fase 1. El sistema rep informació de les diferents localitzacions (magatzem, centre de distribució, etc.) referida a:
- Previsió de vendes per producte, a cada localització
- Comanda dels clients per entregues actuals i futures
- Inventari disponible de venda per producte de cada localització
- Comandes externes de compra o ordres de fabricació per producte comprat o fabricat
- Condicions logístiques, fabricacions i temps de subministrament de productes comprats
- Tipus de transport utilitzat, així com freqüències de desplaçament
- Estoc de seguretat dels productes de cada localització
- Quantitat mínima normal de productes per comprar, fabricar i distribuir
Fase 2. Una vegada rebudes les dades, el sistema genera, en funció del període de temps considerat, l’estratègia logística que cal seguir. Es determina:
- Producte requerit: quin, quant, on i en quin moment
- Capacitat del transport requerit per tipus de transport per a cadascun dels productes
- Espai requerit, mà d’obra i capacitat de l’equip
- Inversió de l’inventari requerit per a cada producte i el total
- Nivell de producció requerit o compres per producte i font de subministrament
Fase 3. El sistema compara els recursos que es requereixen amb els que estan disponibles en les fonts de subministrament (magatzems principals i secundaris). A partir d’aquí, recomana les accions que s’han de prendre per expedir, endarrerir, comprar o produir. Resumint: sincronitza l’oferta i la demanda.