


Disseny i posada en marxa de programes amb PLC per a la detecció i diagnosi d'avaries
Els autòmats programables han evolucionat molt des de la seva aparició l’any 1968 i actualment incorporen funcions molt complexes pròpies d’ordinadors industrials i d’equips de control distribuïts; així doncs, a més d’utilitzar-los per executar els programes per controlar la instal·lació, cada vegada més s’utilitzen per executar programes per a la detecció i diagnosi d’avaries, de manera que simplifiquen la detecció i diagnosi d’avaries en les tasques de manteniment de les instal·lacions.
Tipus de manteniment de les instal·lacions
Els sistemes de producció actuals estan basats en cadenes de producció que amb el funcionament de diferents màquines aconsegueixen el producte desitjat. Per aconseguir una producció de qualitat és necessari aplicar tècniques de manteniment, amb un conjunt de mesures, normes i actuacions amb l’objectiu fonamental d’aconseguir que les instal·lacions i la maquinària estiguin durant el màxim temps possible en servei i amb la màxima disponibilitat.
Per complir aquest objectiu és necessari dur a terme unes accions preventives, vigilar el procés de manera permanent i fer una sèrie de reparacions i millores.
En funció de les accions que s’han de fer les tasques de manteniment es poden dividir en tres grans grups, que són el manteniment preventiu, predictiu o correctiu.
Manteniment preventiu
El manteniment preventiu tracta d’evitar les parades esporàdiques i inoportunes en els processos de producció, produïdes per fallades en els equips, i consisteix a revisar els equips periòdicament per comprovar si es mantenen en condicions òptimes de funcionament; en cas de no ser així, s’adopten les mesures adequades, i es corregeix qualsevol alteració que pugui existir per impedir que es produeixi una avaria.
Manteniment preventiu
Són exemple d’accions de manteniment preventiu les revisions periòdiques generals d’una màquina cada sis mesos. També, la comprovació de les juntes d’un cilindre cada mil hores de funcionament.
Manteniment predictiu
El manteniment predictiu consisteix a controlar una sèrie de paràmetres, amb la màquina parada o en marxa, que són indicadors de l’estat del seu funcionament. Amb les dades d’aquestes mesures és possible saber amb certa aproximació en quin moment la màquina pot patir una avaria i, per tant, permet programar la intervenció abans que es produeixi; es poden programar les revisions i substitucions abans que es produeixi la fallada, per evitar que hi hagi parades imprevistes.
Manteniment correctiu
El manteniment correctiu comprèn les activitats que tenen com a finalitat corregir les avaries que apareixen de manera imprevista, i engloba tots els treballs de reparació d’avaries que no han estat programats amb anterioritat. En totes aquestes accions s’ha de procurar que el temps de parada de la màquina sigui el menor possible per evitar pèrdues en la producció.
Manteniment predictiu
Són exemples d’accions de manteniment predictiu: mesurar vibracions en màquines, mesurar la temperatura de components importantsm escoltar sorolls estranys. També, la comprovació de les juntes d’un cilindre cada mil hores de funcionament.
Amb una bona planificació del manteniment preventiu i predictiu, s’aconsegueixen reduir les accions de manteniment correctiu, que són les que provoquen aturades de producció.
El manteniment correctiu era el més emprat anys enrere, ja que les empreses no feien tasques de prevenció.
Avaries en els autòmats programables
En una instal·lació controlada per un autòmat programable, només el 5% de les avaries són degudes al PLC mateix, ja que són equips industrials dissenyats per treballar en ambients i condicions extremes, i si es donés el cas, la reparació és molt fàcil i ràpida ja que sol consistir en el canvi de targetes, en canvi les avaries produïdes per components externs són més difícils de solucionar ja que poden ser degudes a multitud de factors; de totes maneres convé conèixer les causes que les poden provocar per prevenir-les i dur a terme les tasques de diagnòstic i manteniment adequat per reduir-les.
Causes externes de les avaries
La planificació d’un bon manteniment preventiu evita moltes aturades de producció.
Les causes principals que poden provocar avaries en els PLC són degudes generalment a l’ambient físic, a la pol·lució química o a les pertorbacions elèctriques:
- Ambient físic o mecànic: degut a vibracions, xocs, humitat, temperatures inadequades, etc.; se soluciona mitjançant un bon disseny mecànic de la instal·lació.
- Pol·lució química: com gasos corrosius, vapor, pols, etc.; se soluciona envernissant alguns circuits i col·locant-hi filtres.
- Pertorbacions elèctriques: les pertorbacions elèctriques es produeixen bàsicament per tres efectes:
- Efecte de Seebeck: produeix l’aparició de potencials voltaics formats pel contacte entre metalls diferents sotmesos a diferents temperatures.
- Efecte de Peltier: produeix l’escalfament dels contactes en passar per aquests un corrent elèctric.
- Paràsits d’origen electrostàtic: són interferències electromagnètiques produïdes quan es desconnecten les bobines, condensadors, i per la caiguda de llamps.
La primera causa de les pertorbacions elèctriques, l’efecte de Seebeck afecta més mesures analògiques i pot generar processos de corrosió. La segona, l’efecte de Peltier, afecta tant els senyals digitals com els analògics, i les causes més freqüents són la mala connexió dels conductors. La tercera, els paràsits electrostàtics, afecta més entrades i sortides digitals i és necessari col·locar separadors galvànics.
La majoria de components que es connecten als PLC són càrregues inductives, com les bobines de contactors i petites electrovàlvules, i la desconnexió d’aquestes càrregues per part de l’autòmat origina transitoris amb pics de tensió forts, que poden arribar a destruir la targeta de sortida.
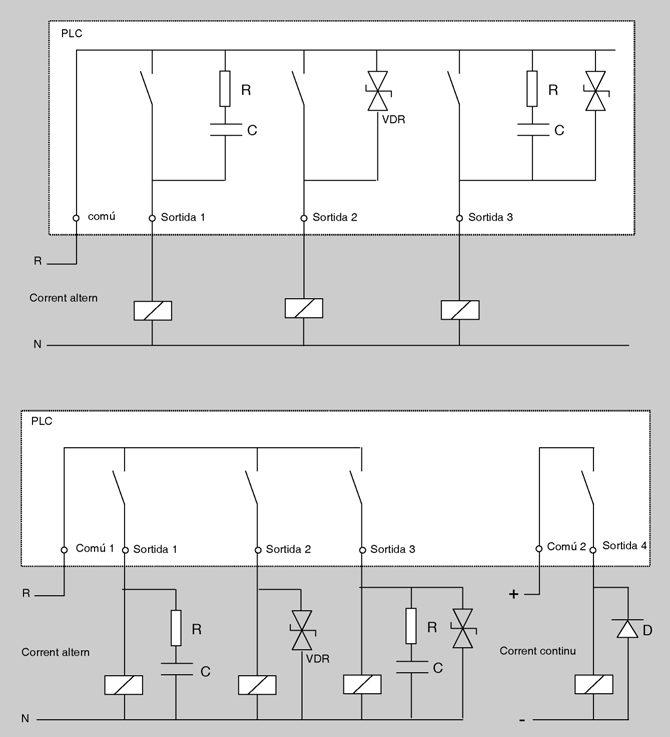
Per evitar les sobretensions produïdes per la desconnexió de càrregues inductives es connecten circuits de protecció en paral·lel amb el contacte de la sortida o amb la càrrega mateixa.
Els circuits de protecció més freqüents en corrent altern consisteixen en:
-

- Elements de protecció a les sortides PLC
- Circuit RC. Format per una resistència i un condensador; aquest circuit es denomina snubber.
- Varistor. Varia el valor de la seva resistència en funció de la tensió; així, quan hi ha un pic de tensió, disminueix la resistència fent passar-hi més intensitat i minimitza l’efecte de sobretensió en la càrrega inductiva.
Els varistors també es denominen VDR (voltage dependent resistor) oMOV (metal oxide varistor).
El circuit de protecció més freqüent en corrent continu consisteix en la connexió d’un díode en antiparal·lel amb la càrrega, és a dir, el càtode connectat al positiu de l’alimentació i l’ànode al negatiu. En la figura teniu uns exemples de com es poden solucionar les pertorbacions produïdes per càrregues inductives, connectant els circuits de protecció en paral·lel amb els contactes de les sortides o amb les bobines.
Causes internes de les avaries
Tots els PLC incorporen unes funcions internes per diagnosticar el seu estat intern i ajudar el personal tècnic a solucionar les avaries.
Les funcions de diagnòstic més freqüents són les següents:
- Supervisió de les alimentacions internes. Controla el nivell de les diverses tensions internes que subministra el mòdul d’alimentació als diferents components del PLC.
- Control del temps de scan mitjançant el watchdog. Controla que el temps de scan no superi un valor raonable i, en cas de superar-lo, posa el PLC en estat de stop, i atura el procés.
- Checksum del programa. Test del programa mitjançant la suma periòdica dels continguts de tota la memòria del programa. Si durant uns quants scan aquesta suma canvia de valor, vol dir que hi ha hagut una fallada interna.
- Doble lectura de les informacions del bus. S’assegura que les dades intercanviades entre els diferents components s’han interpretat correctament.
- Comprovació de les targetes d’entrades i sortides. Controla l’estat de les targetes, fusibles, alimentacions, etc.
- Comprovació de la xarxa. Controla que la connexió dels PLC a la xarxa i els protocols de comunicació no fallin.
- Estat de la bateria. Indica amb un LED o un registre intern que està a punt d’esgotar-se.
- Errors de programació. Detecta el tipus d’error i la línia de programa on s’ha produït.
La CPU de l’autòmat programable fa totes les funcions de diagnòstic al començament de cada scan.
Programes per detectar avaries en el funcionament d'una instal·lació d'automatisme
A part dels programes que es fan per posar en marxa una instal·lació, es poden fer ampliacions per detectar algunes anomalies en el funcionament dels components, que ajuden a les tasques de manteniment. Aquestes ampliacions consisteixen en petits programes que reben informació de l’estat de la instal·lació i comparen les dades que li arriben amb les que el procés hauria de tenir en un moment determinat, detecten les diferències, i senyalitzen de diferent manera en funció de la importància l’avaria.
Actuador que pot fer dos moviments
Quan un actuador pot fer dos moviments, per exemple un cilindre que avança i després retrocedeix, es poden tenir en compte els dos detectors que indiquen les posicions finals del recorregut del cilindre i que, lògicament, mai no poden estar accionats a la vegada.
En la figura teniu representat un programa amb els elements següents:
- BA_0: detector de proximitat que indica que el cilindre està retrocedit.
- BA_1: detector de proximitat que indica que el cilindre està avançat.
- M0.1: marca que senyalitza l’error i que es posa amb valor lògic 1 quan estan accionats els dos detectors.
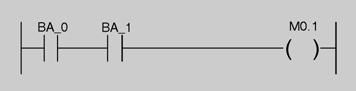
Fixeu-vos que els dos detectors de posició d’un cilindre estan connectats en sèrie i accionen la marca M0.1, que es connectarà quan els dos detectors estiguin a 1 a la vegada, la qual cosa ens indicarà que hi ha un error en un dels dos detectors, ja que en funcionament normal és impossible que els dos detectors estiguin accionats a la vegada. En aquest cas l’avaria pot ser deguda al següent:
- Fallada mecànica: component aliè que activa el detector.
- Fallada elèctrica: cable del detector creuat.
Actuador que inicia un moviment
Quan un actuador inicia un moviment, el detector de la posició inicial s’ha de desactivar en un temps petit, el que trigui l’actuador per avançar la distancia de detecció; aquest temps dependrà del tipus d’actuador. En ser un cilindre d’un metre de llarg que avança molt lentament, per tant, aquest temps podria ser de diversos segons, i en un cilindre de 20 cm que actua molt ràpidament el temps podria ser de centèsimes de segon.
En la figura teniu representat un programa amb els elements següents:
El cilindre d’un espitjador de safates amb blocs de formigó pot arribar a tenir 2 m de llarg i avançar a una velocitat molt lenta.
- YA_1: electrovàlvula d’ avançar el cilindre A.
- BA_0: detector de proximitat que indica que el cilindre està retrocedit.
- M1.3: marca que senyalitza l’error i que es posa amb valor lògic 1 quan el cilindre triga massa a avançar.
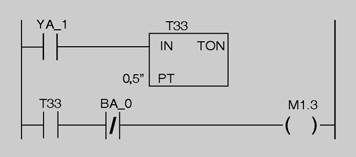
Fixeu-vos que quan arriba l’ordre d’avançar a l’electrovàlvula també es posa en marxa un temporitzador amb el temps màxim que es preveu que pugui tardar el cilindre a avançar. Quan el temporitzador arriba al final del temps tanca el contacte T33 i si en aquest moment no ha obert el contacte del detector BA_0 es connecta la marca M1.3 i indica l’avaria, que pot ser deguda a a les causes següents:
- El cilindre no avança a la velocitat adequada a causa d’una manca d’aire, una estrebada mecànica o un error en l’electrovàlvula.
- Un detector avariat que dóna senyal sempre.
Element que té diversos punts d'aturada
Quan un element té diversos punts d’aturada variable, es pot controlar el pas en ordre per tots els detectors, a part del que ha de donar l’ordre d’aturada.
En la figura teniu representat un dibuix en què l’element X es desplaça al llarg de l’element Y des del punt on hi ha el detector B1 fins al punt on es trava el detector B4, passant pels punts d’aturada senyalitzats entremig amb els detectors B2 i B3. En un funcionament correcte ha de detectar primer B2, després B3 i finalment B4.
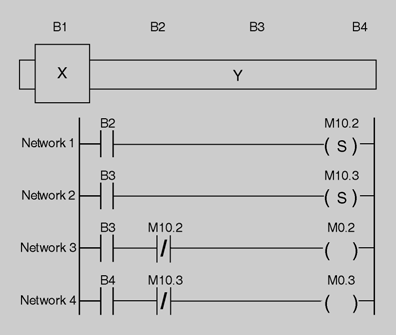
Amb el programa de la figura es vol detectar que:
- Quan l’element X arriba a la posició B3, abans ha donat senyal el detector B2.
- Quan l’element X arriba a la posició B4, abans ha donat senyal el detector B3.
Fixeu-vos en el següent:
- El network 1: quan B2 doni senyal es connectarà la marca M10.2 mitjançant la instrucció set, i es mantindrà el senyal de manera permanent fins que es doni l’ordre reset.
- El network 2: quan B3 doni senyal es connectarà la marca M10.3 mitjançant la instrucció set, i es mantindrà el senyal de manera permanent fins que es doni l’ordre reset.
- El network 3: es connectarà la marca M0.2 si quan l’element X arriba a la posició de B3 no està activada la marca M10.2, fet que indica l’avaria, perquè ha arribat a B3 sense que B2 doni senyal.
- El network 4: es connectarà la marca M0.3 si quan l’element X arriba a la posició de B4 no està activada la marca M10.3, fet que indica l’avaria, perquè ha arribat a B4 sense que B3 doni senyal.
- Una vegada feta la maniobra correctament o després de senyalitzar l’avaria i solucionar-la, s’hauria de fer el reset de les marques M10.2 i M10.3.
Confirmació de senyal
Per assegurar el senyal es poden utilitzar finals de cursa de doble contacte. Es poden connectar de diferents maneres:
- Dos contactes normalment oberts (NO) en sèrie connectats a una entrada de l’autòmat programable. En la figura teniu un exemple en què el final de cursa B2 té en sèrie els dos contactes, i d’aquesta manera si un contacte es queda enganxat l’altre donarà el senyal correctament.
Els finals de cursa s’utilitzen per detectar mitjançant un contacte mecànic la posició d’un element mòbil d’una màquina o una instal·lació.

- Dos contactes normalment oberts connectats a dues entrades de targetes diferents de l’autòmat programable. En la figura teniu un exemple en què el final de cursa B2 utilitza els dos contactes per enviar senyal al PLC, però ho fa a targetes diferents: un contacte està connectat a l’entrada 3 de la targeta 1 i l’altre a l’entrada 5 de la targeta 2, i d’aquesta manera, a part d’assegurar el funcionament correcte del final de cursa, preveiem una possible avaria en una targeta d’entrades del PLC.

- Un contacte NO i un altre NC connectats a entrades diferents de l’autòmat programable. En la figura teniu un exemple en què el final de cursa utilitza un contacte NO i un altre NC connectats a entrades diferents, que també poden ser de targetes diferents; amb aquesta connexió assegurem que el senyal arriba encara que es trenqui el fil.
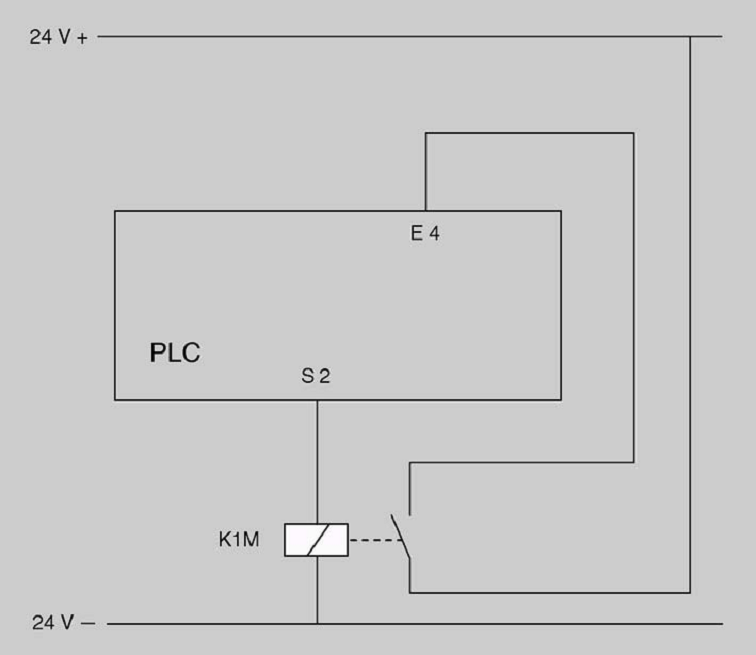
Utilització d'un contacte del preactuador
Es pot utilitzar un contacte del preactuador connectat a una entrada del PLC per confirmar l’activació d’aquest preactuador. En la figura teniu un exemple, en què el contactor K1M està connectat a la sortida S2 del PLC i s’utilitza un contacte NO del contactor per connectar-lo a l’entrada E4; d’aquesta manera quan la sortida dóna senyal al contactor, si aquest no té cap avaria i s’activa realment tancarà el contacte, que enviarà senyal a l’entrada i confirmarà que el contactor s’ha activat.
Predeterminació del temps d'execució
En alguns moviments es pot fixar un temps màxim o mínim en què ha de finalitzar la maniobra.
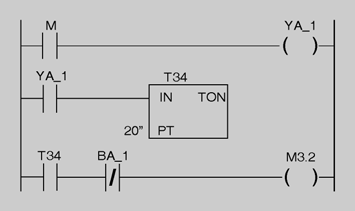
En la figura teniu representat un programa en el qual un cilindre fa la maniobra d’avançar i es predetermina un temps màxim d’execució de la maniobra de 20 s. El programa consta dels elements següents:
- M: polsador de marxa del cilindre A.
- YA_1: electrovàlvula d’ avançar el cilindre A.
- T34: temporitzador a la connexió.
- BA_1: detector de proximitat que indica que el cilindre A està avançat.
- M3.2: marca que senyalitza l’error i que es posa a 1 quan ha transcorregut el temps màxim prefixat i el cilindre encara no ha arribat al final del seu recorregut.
Fixeu-vos que quan accioneu el polsador de marxa M es dóna marxa d’avançar al cilindre mitjançant l’electrovàlvula YA_1 que, fent servir el seu contacte obert, posa en marxa el temporitzador T34. Quan el cilindre arriba al final del seu recorregut obre el contacte negat BA_1, i si ho fa abans que el temporitzador hagi comptat el temps programat, com a temps màxim permès, no es connectarà la marca que senyalitza avaria M3.2; en cas contrari sí que es connectarà, i això indicarà que el cilindre ha tardat més temps del previst a executar la maniobra d’avançar.
En la figura teniu representat un programa en el qual un cilindre fa la maniobra d’avançar i ho ha de fer en un temps de, com a mínim, 10 s. El programa consta dels elements següents:
- M: polsador de marxa del cilindre A.
- YA_1: electrovàlvula d’ avançar el cilindre A.
- T35: temporitzador a la connexió.
- BA_1: detector de proximitat que indica que el cilindre A està avançat.
- M3.3: marca que senyalitza l’error i que es posa a 1 quan abans de transcórrer el temps prefixat el cilindre ja ha arribat al final del seu recorregut.
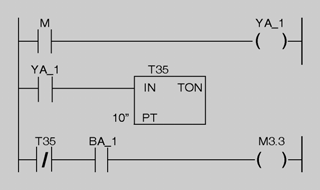
Fixeu-vos que quan accioneu el polsador de marxa M es dóna marxa d’avançar al cilindre mitjançant l’electrovàlvula YA_1, que posa en marxa el temporitzador T35 fent servir el seu contacte obert. Quan el cilindre arriba al final del seu recorregut tanca el contacte BA_1, i si ho fa abans que el temporitzador hagi comptat el temps programat, com que el contacte del temporitzador T35 encara estarà tancat, es connectarà la marca que senyalitza avaria M3.3; en canvi, si quan arriba al final del seu recorregut el temporitzador ja ha comptat el temps programat, el contacte de T35 estarà obert i no es connectarà la marca.
Pèrdua de tensió
És necessari afegir programes per garantir la seguretat de la instal·lació en cas d’avaries, per exemple si hi ha una pèrdua de tensió en un actuador; en aquest cas s’ha de garantir que l’actuador queda en una posició estable i segura. Per exemple, els frens d’un motor d’un ascensor han de quedar accionats en cas que falli el corrent elèctric.
Pèrdua de pressió d'aire
Una pinça pneumàtica que subjecta un producte ha de quedar tancada en cas de pèrdua de pressió d’aire, perquè aquest no caigui.
Dispositius d'aturada
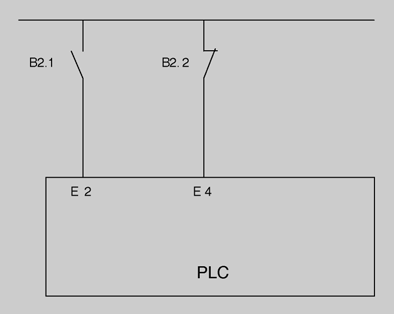
Els dispositius d’aturada han d’actuar interrompent el circuit, i per això es farà sempre mitjançant contactes tancats (NC). En la figura teniu representades les connexions de dos contactors amb el seus polsadors de marxa i aturada.
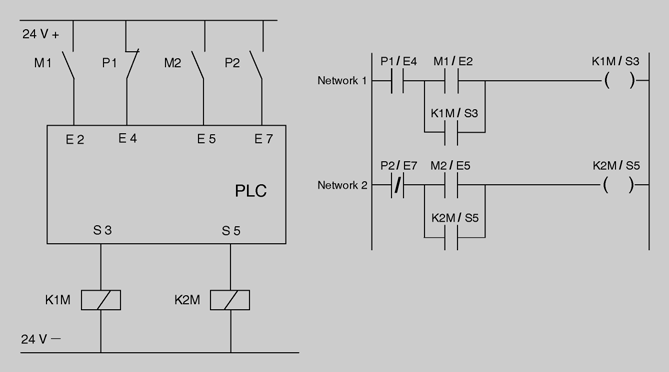
Fixeu-vos que el polsador d’aturada del contactor K1M, P1, està connectat a l’entrada E4 i normalment és tancat (NC); per tant, en repòs deixa passar el corrent elèctric i l’entrada corresponent del PLC té valor lògic 1, i per això en el programa del PLC representat en el network 1 s’ha programat mitjançant un contacte obert perquè en repòs també té valor 1 i, per tant, quan s’accioni el polsador de marxa M1 connectat a l’entrada E2 activarà el contactor K1M connectat a la sortida S3. Si per una avaria es tallés el fil del polsador d’aturada P1, l’entrada E4 tindria, en repòs, valor lògic 0, i per molt que accionéssim el polsador de marxa no es podria posar en marxa el contactor K1M.
Fixeu-vos també que el polsador d’aturada del contactor K2M, P2, està connectat a l’entrada E7 i és un contacte normalment obert (NO); per tant, en repòs no deixa passar el corrent elèctric i l’entrada corresponent té valor lògic 0. Per això al programa del PLC representat en el network 2 s’ha programat mitjançant un contacte negat, perquè inverteix el valor de l’entrada i té el valor 1 en repòs; així quan s’accioni el polsador de marxa
M2 connectat a l’entrada E5 activarà el contactor K2M connectat a la sortida S5. Si per una avaria es tallés el fil del polsador d’aturada P2, l’entrada E7 tindria, en repòs, sempre valor lògic 0, encara que accionéssim el polsador d’aturada, i això vol dir que no es podria aturar el contactor.
Quan hi ha l’avaria que es talla el fil d’un polsador d’aturada amb contacte normalment tancat, la conseqüència és que no es pot posar en marxa l’actuador corresponent, però si es talla el fil d’un polsador d’aturada amb contacte normalment obert, la conseqüència és que no hi ha manera d’aturar l’actuador. Per això els dispositius d’aturada han de ser de contacte normalment tancat, que en accionar-los actuïn interrompent el circuit.
Si es talla el fil d’un polsador d’aturada, l’avaria que s’ha de produir és que l’actuador no es pot pugui en marxa, i no pas que no es pugui aturar.
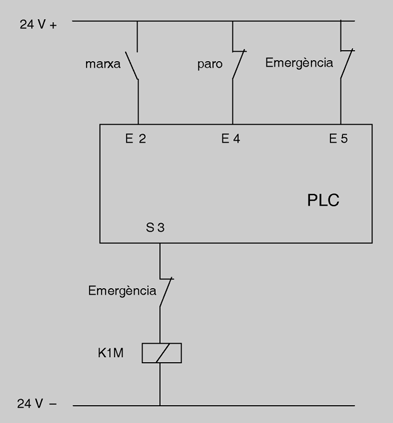
Dispositius d'emergència
Els dispositius d’emergència han de tallar directament l’alimentació dels preactuadors que convinguin, a més d’informar al PLC. En la figura teniu representades les connexions d’un contactor amb el seus polsadors de marxa i aturada i un polsador d’emergència.
Fixeu-vos que el polsador d’emergència té doble contacte, un per donar l’ordre al PLC connectat a l’entrada E5 i un altre connectat directament a l’alimentació del contactor; d’aquesta manera quan s’accioni l’emergència, a més d’enviar senyal al PLC per intervenir segons el programa, ens assegurem que es desconnecta l’actuador.
Els programes per detectar les anomalies en el funcionament de les instal·lacions solen trobar-se en subrutines tancades i protegides perquè personal no autoritzat no els pugui modificar.
Grafcet per al tractament d'avaries
Quan es vol fer algun programa per al tractament de les avaries en una instal·lació, es pot fer modificant o ampliant el Grafcet del programa de l’automatisme o afegint un Grafcet exclusiu; això dependrà de la complexitat del Grafcet normal de funcionament i del grau d’aprofundiment en el tractament de les avaries.
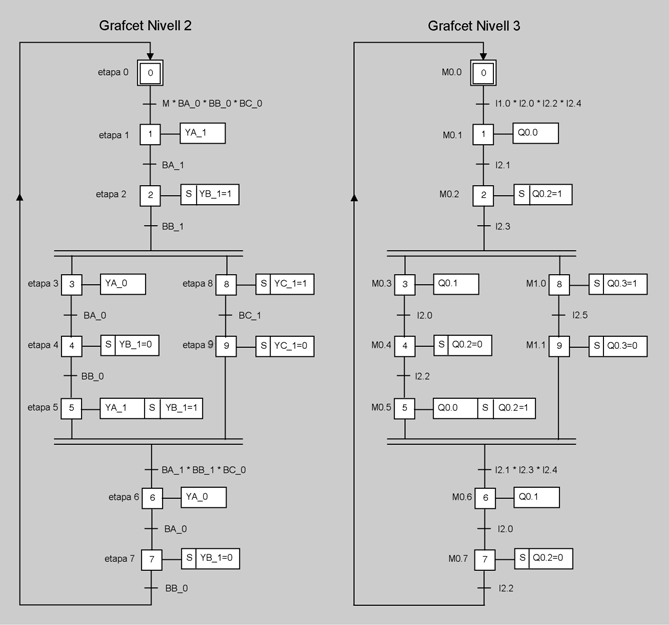
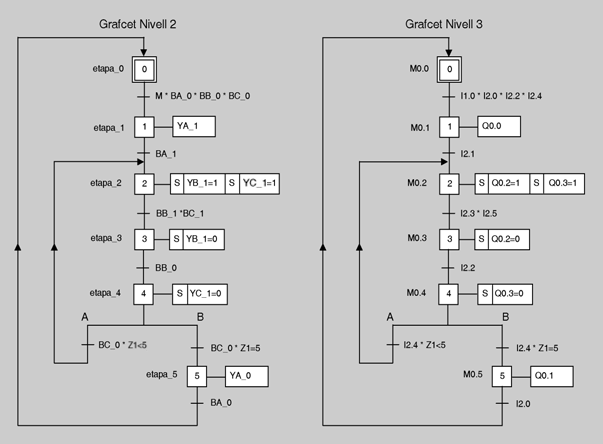
En la figura teniu representats els Grafcet de nivell 2 i 3 corresponents a una màquina amb tres cilindres electropneumàtics. El cilindre A és un actuador biestable i els cilindres B i C són monoestables. En la taula teniu la relació de símbols i operands dels components de l’esmentada màquina i en la figura teniu la maqueta corresponent a la màquina per comprovar el funcionament dels programes que feu.
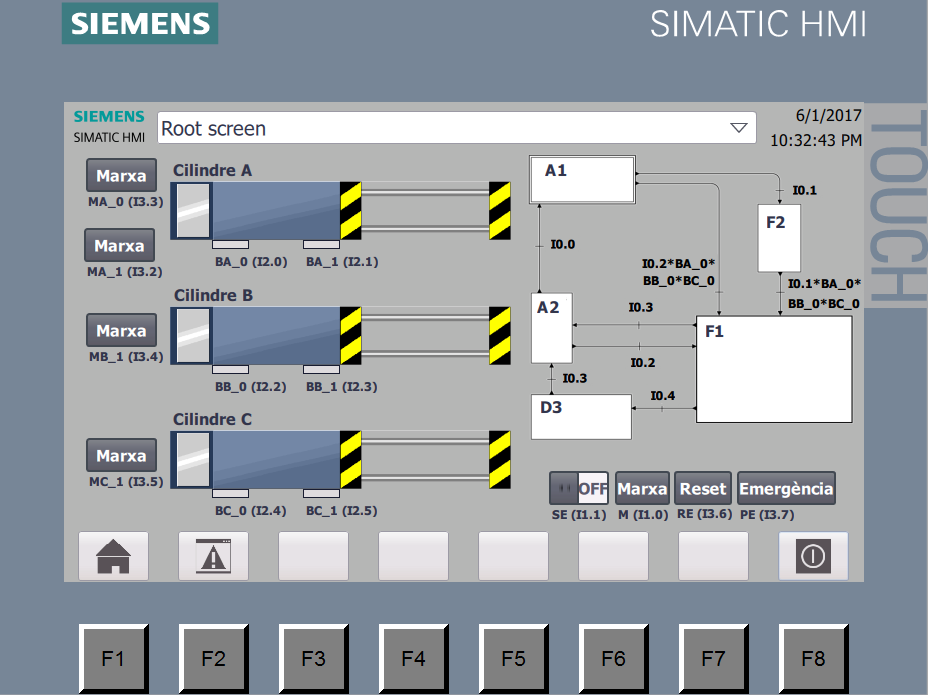
En la secció “Annexos” del web d’aquest mòdul podeu trobar l’arxiu HMI_3_CILINDRES_02 .zap14, corresponent l’SCADA de la figura.
| Símbol | Adreça | Comentari |
|---|---|---|
| SE | I 1.1 | Selector |
| M | I 1.0 | Polsador de marxa |
| RE | I 3.6 | Polsador de reset |
| PE | I 3.7 | Aturada d’emergència |
| Pas_A1 | I 0.0 | Ordre de passar a estat A1 |
| Pas_F2 | I 0.1 | Ordre de passar a estat F2 |
| Pas_F1 | I 0.2 | Ordre de passar a estat F1 |
| Pas_A2 | I 0.3 | Ordre de passar a estat A2 |
| Pas_D3 | I 0.4 | Ordre de passar a estat D3 |
| BA_0 | I 2.0 | El cilindre A es troba retrocedit |
| BA_1 | I 2.1 | El cilindre A es troba avançat |
| BB_0 | I 2.2 | El cilindre B es troba retrocedit |
| BB_1 | I 2.3 | El cilindre B es troba avançat |
| BC_0 | I 2.4 | El cilindre C es troba retrocedit |
| BC_1 | I 2.5 | El cilindre C es troba avançat |
| MA_1 | I 3.2 | Polsador d’avançar el cilindre A |
| MA_0 | I 3.3 | Polsador de retrocedir el cilindre A |
| MB_1 | I 3.4 | Polsador d’avançar el cilindre B |
| MC_1 | I 3.5 | Polsador d’avançar el cilindre C |
| YA_1 | Q 0.0 | El cilindre A avança |
| YA_0 | Q 0.1 | El cilindre A retrocedeix |
| YB_1 | Q 0.2 | El cilindre B avança |
| YC_1 | Q 0.3 | El cilindre C avança |
| H_1 | Q 0.4 | Bombeta de senyalització d’avaria |
| etapa_0 | M 0.0 | Etapa 0 |
| etapa_1 | M 0.1 | Etapa 1 |
| etapa_2 | M 0.2 | Etapa 2 |
| etapa_3 | M 0.3 | Etapa 3 |
| etapa_4 | M 0.4 | Etapa 4 |
| etapa_5 | M 0.5 | Etapa 5 |
| etapa_6 | M 0.6 | Etapa 6 |
| Comptador_1 | C 1 | Comptador de bucles |
Un cop fet el programa per al funcionament de la màquina, i en funció del nivell del tractament de les avaries o del tipus d’aturada per a avaries que vulgueu dissenyar, podeu fer el següent:
- Fer petites modificacions per detectar avaries en sensors o actuadors o, si voleu fer una aturada de la màquina en un estat determinat, que la col·loqui en una posició estable i segura.
- Dissenyar una guia GEMMA amb els Grafcet corresponents als diferents modes de funcionament de la màquina i als exclusius per al tractament d’avaries.
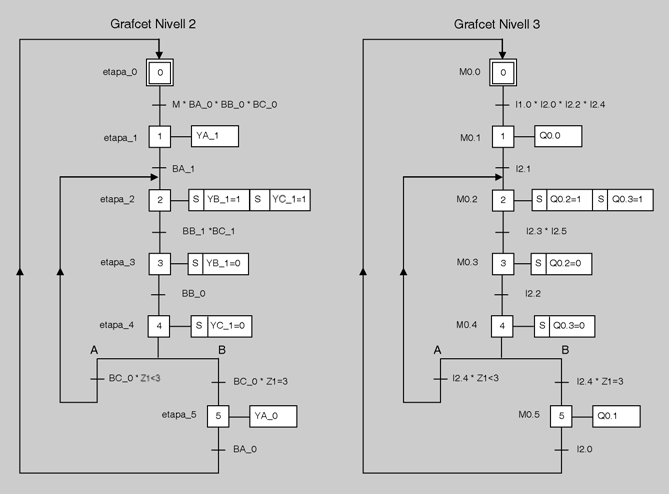
Modificació Grafcet per detectar avaria en un sensor
El desenvolupament de la seqüència de funcionament d’una màquina o instal·lació canvia l’estat dels detectors, i a vegades pot ser necessari assegurarnos que un detector determinat funciona correctament en alguna etapa en concret d’aquesta seqüència. En el Grafcet de nivell 2 de la figura teniu representat el Grafcet de funcionament d’una màquina en la qual en l’etapa 2 s’ha donat l’ordre d’avançar al cilindre B. Si el Grafcet evoluciona a l’etapa 3 vol dir que la transició de l’etapa 2 a la 3 s’ha fet correctament i, per tant, l’actuador YB_1 i el detector BB_1 han funcionat bé. A partir d’aquest moment, i segons el Grafcet de funcionament, no es torna a comprovar l’estat del detector BB_1, però si es volgués comprovar el seu estat en alguna etapa en concret, n’hi hauria prou d’afegir una acció condicionada accionant una alarma amb el contacte negat del detector en qüestió; en aquest cas, en l’etapa 5 es comprova l’estat del detector BB_1 i si no està accionat s’encén la bombeta de senyalització H_1.
Guia GEMMA
La guia GEMMA és una guia gràfica que permet presentar d’una manera senzilla i entenedora els diferents modes de marxa i aturada d’un procés de producció, i també les maneres i condicions per passar d’un mode a un altre.

Modificació per detectar una avaria en l'evolució d'un Grafcet
Quan una màquina s’atura en una etapa d’un Grafcet i no evoluciona a la següent, pot ser a causa d’una avaria en l’actuador o en el detector de posició.
Ara feu l’activitat “Detecció d’avaries mitjançant el Grafcet”, que trobareu en la secció “Activitats” del web d’aquest mòdul.
Vegeu l’SCADA de la figura.
Suposeu que la màquina simulada està funcionant i quan arriba a l’etapa 3 s’atura i no evoluciona a l’etapa 4; les causes més probable són les següents:
- El cilindre C no ha avançat.
- El cilindre C sí que ha avançat però el detector BC_1 no dóna senyal.
En el Grafcet de la figura podeu veure que en l’etapa 3 s’ha afegit una acció mitjançant la qual, si quan han transcorregut 15 s, que se suposa el temps màxim per fer l’acció d’avançar el cilindre C, encara està activa l’etapa 3 i, per tant, no s’ha passat a l’etapa 4, s’encén el pilot de senyalització H1, que indica que hi ha una avaria.
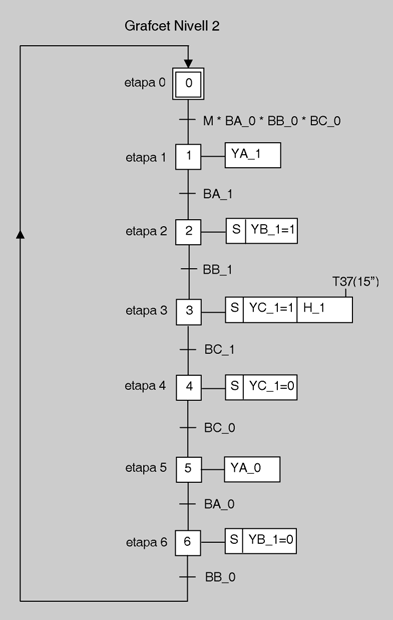
Una vegada senyalitzada l’avaria s’ha de localitzar; en aquest cas, si no ha avançat el cilindre és una fallada de l’actuador, el cilindre C o l’electrovàlvula YC_1, i si ha avançat és fallada del captador, el detector BC_1:
- Fallada d’actuador: caldrà fer en ordre les comprovacions següents:
- Que estigui activada la sortida Q0.3 del PLC.
- Que arribi tensió a la bobina de l’electrovàlvula YC_1.
- Que la vàlvula hagi actuat i estigui en la posició correcta.
- Que hi hagi pressió d’aire a la sortida del compressor.
- Que hi hagi pressió d’aire a l’entrada de l’electrovàlvula.
- Que hi hagi pressió d’aire a la sortida de l’electrovàlvula.
- Que hi hagi pressió d’aire a l’entrada del cilindre.
- Que la sortida d’aire del cilindre no estigui taponada i no deixi sortir l’aire d’escapament.
- Fallada de captador: caldrà fer en ordre les comprovacions següents:
- Que el detector estigui accionat.
- Que el detector doni senyal elèctric.
- Que estigui activada l’entrada I2.5 del PLC.
Modificació de Grafcet per aturar la màquina en un estat determinat
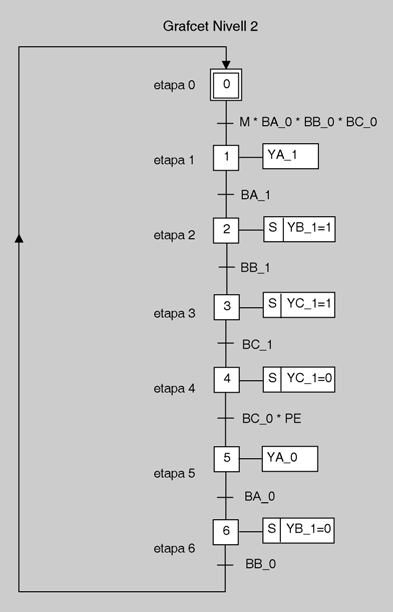
En el Grafcet de la figura podeu veure que en la transició de l’etapa 4 a la 5 hi ha un polsador d’emergència PE; per tant, quan el polsador estigui accionat el Grafcet evolucionarà fins que arribi a l’etapa 4, i en aquest moment la màquina romandrà aturada fins que s’alliberi el polsador PE.
Aquesta maniobra s’acostuma a fer quan una màquina o instal·lació no funciona bé del tot i l’operari decideix aturar-la, però deixant que continuï funcionant fins que arribi a una posició estable i segura per fer les comprovacions o ajustos necessaris.
Guia GEMMA
En un procés productiu una màquina no està sempre funcionant en mode automàtic, i poden aparèixer problemes que fan aturar el procés, com per exemple avaries, material defectuós, manca de matèria prima, necessitat de fer-ne manteniment, etcètera.
En l’automatització d’una màquina és necessari preveure tots els estats possibles: funcionament automàtic o manual, aturades d’emergència i d’altres; a més, l’automatisme mateix ha de ser capaç de detectar defectes i ajudar el tècnic de manteniment en la reparació i posada en marxa del sistema.
Per fixar una manera universal d’anomenar i definir els diferents estats que pot tenir un sistema, l’ADEPA (Agence Nationale pour le Développement de la Production Apliquée à l’Industrie, ‚Agència Nacional Francesa per al Desenvolupament de la Producció Aplicada a la Indústria’) ha preparat la guia GEMMA (Guide d’Etude des Modes de Marches et d’Arrêts, ‚Guia d’estudi dels modes de marxes i aturades’).
GEMMA és una guia gràfica que permet presentar d’una manera senzilla i entenedora els diferents modes de marxa i aturada d’un procés de producció, i també les formes i condicions per passar d’un mode a un altre.
GEMMA i Grafcet es complementen l’un a l’altre, i permeten una descripció progressiva de l’automatisme de producció.
El sistema de control d’un automatisme es pot trobar en tres situacions diferents:
- En funcionament; per tant, en producció.
- Aturat, o en procés d’aturada.
- En situació d’alarma o defecte, circumstàncies en les quals o bé el producte no és aprofitable, o ho pot ser si es manipula adequadament.
Hi pot haver producció en cada una d’aquestes tres situacions; en funcionament sense cap dubte, però també es pot produir quan la màquina està en procés d’aturada, per buidar la màquina o per solucionar alguna avaria, i quan la màquina es troba en certes condicions de defecte (malgrat que potser la producció no serà aprofitable).
Una altra situació és la màquina sense alimentació, encara que aquesta no ens interessa a l’hora de definir els circuits d’automatisme.
La guia GEMMA representa cada una de les situacions en rectangles, que corresponen a cada estat diferent, en total disset, i que estan interceptats per un altre rectangle, que correspon al grup que defineix el mode de funcionament d’un automatisme, que pot ser:
- Grup F. Procés de funcionament.
- Grup A. Procediments d’aturada.
- Grup D. Procés en defecte.
Convé mencionar que no tots els processos necessiten tots aquests estats, i que la guia proposa els principals camins per passar d’un estat a un altre, però se’n poden traçar de nous. En la figura teniu representada la guia GEMMA proposada per l’ADEPA.

En ella podeu veure ombrejats els tres grups i el rectangle corresponent al control sense alimentar; també podeu observar un rectangle amb una línia de punts que agafa estats dels tres grups i que correspon a estats en què la instal·lació pot estar en producció, malgrat que estigui en un procés d’aturada o en defecte.
Grup F. Procés de funcionament
Aquest grup conté tots els modes de funcionament necessaris per a l’obtenció de la producció:
- Producció normal (F1, F2, F3).
- Verificació i test (F4, F5, F6).
F1. Producció normal
Estat en què la màquina duu a terme la producció de manera normal i fa la tasca per a la qual s’ha concebut. Atès que és l’estat més important, està representat per un rectangle de vores més gruixudes que els altres.
Al funcionament dins d’aquest estat se li pot associar un Grafcet, que anomenarem Grafcet de base, que no ha de correspondre necessàriament a un funcionament automàtic.
F2. Marxa de preparació
Correspon a la fase d’inicialització de la màquina (escalfament, entrada o alimentació d’elements, etc.)
F3. Marxa de tancament
Correspon al mode contrari a l’anterior: buidatge de material, neteja, etc., que moltes màquines han de dur a terme abans de plegar o de canviar algunes característiques del producte.
F4. Marxa de verificació sense ordre
La màquina fa les operacions normalment a causa d’ordres manuals de l’operador, certs moviments (o qualsevol). Normalment s’utilitza per a funcions de verificació o manteniment. La producció no ha de ser necessàriament aprofitable.
F5. Marxa de verificació amb ordre
La màquina fa el cicle complet a petició d’ordres manuals de l’operador. S’utilitza per a funcions de verificació o manteniment. La producció pot ser aprofitada.
F6. Marxes de test (prova)
Per dur a terme operacions d’ajust o manteniment preventiu. La producció no ha de ser necessàriament aprofitable.
Grup A. Procediments d'aturada
Aquest grup conté els modes en què el sistema està aturat:
- Sistema aturat (A1, A4).
- Estats que porten a una aturada del sistema (A2, A3).
- Transició d’un estat de defecte a un estat d’aturada (A5, A6, A7).
A1. Aturada en l’estat inicial
Estat normal de repòs de la màquina. Normalment el representem amb un rectangle amb doble traç (corresponent a l’etapa inicial de qualsevol Grafcet).
A2. Aturada demanada a final de cicle
Correspon a un estat transitori, en què la màquina fa el que li cal per acabar el cicle actual i després torna a l’estat inicial A1.
A3. Aturada demanada en un estat determinat
Estat transitori en què la màquina ha de produir fins a arribar a un estat diferent del cicle inicial. Normalment demanat per verificar el funcionament parcial d’un cicle.
A4. Aturada obtinguda
Estat de repòs de la màquina diferent de l’estat inicial A1.
A5. Preparació per a la posada en marxa després d’un defecte o avaria
Normalment després d’un defecte cal buidar, netejar o posar en condicions inicials el sistema.
A6. Posada del sistema en l’estat inicial
El sistema és portat fins a la situació inicial (normalment la situació de repòs); un cop enllestit, la màquina passa a estar aturada en l’estat inicial A1.
A7. Posada del sistema en un estat determinat
El sistema és portat fins a una situació concreta diferent de la inicial; un cop enllestit, la màquina passa a estar en situació d’aturada en l’estat A4.
Grup D. Procés en defecte
Aquest grup conté tots els modes en què el sistema està en defecte, tant si està produint o aturat o en fase de diagnòstic o tractament dels defectes:
- Defecte amb producció (D3).
- Defecte amb màquina aturada (D1).
- Tractament del defecte (D2).
D1. Aturada d’emergència
Inclou les accions necessàries per aturar el sistema immediatament i les corresponents per portar-lo fins a una situació d’aturada segura.
D2. Diagnosi o tractament dels defectes
Intenta, amb o sense col·laboració de l’operador, determinar les causes del defecte i si pot ser eliminar-les automàticament.
D3. Producció malgrat els defectes
Correspon a aquells casos en què cal continuar produint malgrat que el sistema no treballi correctament. Inclou els casos en què, per exemple, es produeix per esgotar un reactiu no emmagatzemable o aquells altres en què no se segueix el cicle de funcionament normal, atès que l’operador substitueix la màquina en una determinada tasca a causa d’una avaria.
Implementació de la guia GEMMA
Quan s’ha d’automatitzar una màquina o una instal·lació, el primer que heu que fer és definir els modes de funcionament que tindrà. La guia GEMMA, definida per l’ADEPA, és com el seu nom indica una guia, serveix d’orientació a l’hora de definir els modes de funcionament d’una instal·lació, i en funció del grau d’automatització d’aquesta es definiran més o menys estats. El que sí és cert és que qualsevol mode de funcionament que es vulgui implantar en una instal·lació es pot relacionar amb algun estat de la guia.
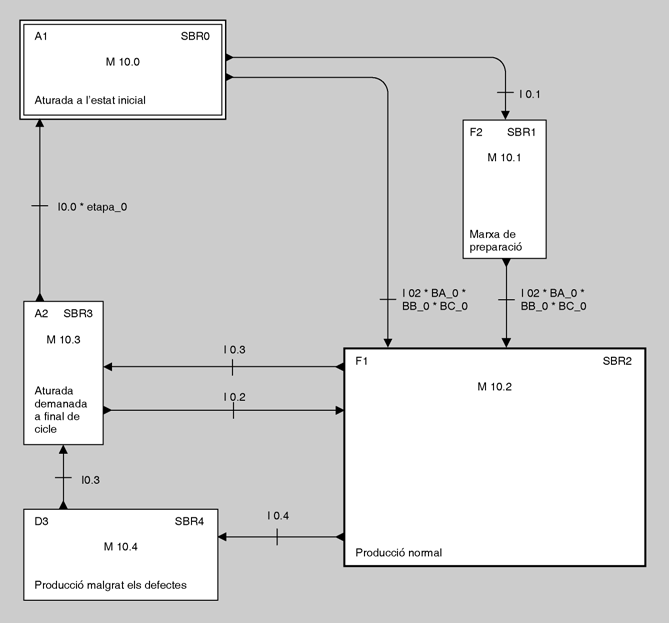
En la figura teniu representada una guia GEMMA amb cinc estats. Fixeu-vos que a cada estat correspon un mode de funcionament i que tenen assignats una marca i una subrutina diferents.
El programa corresponent al funcionament de cada estat es programa en la subrutina assignada, i la marca associada a cada estat serà l’encarregada de cridar la subrutina corresponent en funció del mode de funcionament seleccionat.
Per a la descripció del funcionament de la guia GEMMA de la figura utilitzarem la màquina simulada amb la maqueta de la figura, i els modes de funcionament de cada estat seran els següents:
- A1 Aturada en l’estat inicial: la màquina romandrà aturada sense possibilitat de fer cap maniobra i, per tant, no hi ha cap programa.
- F2 Marxa de preparació: funcionament de la màquina manualment mitjançant els polsadors corresponents a cada cilindre. Aquest estat és necessari en moltes instal·lacions que, per en posar-se en marxa, necessiten estar en unes condicions específiques, per exemple, que la tremuja estigui plena de producte o que les canonades estiguin a una temperatura determinada.
- F1 Producció normal: la màquina farà la maniobra de funcionament automàtic i cicle continu; és a dir, quan acabi de fer una seqüència de treball completa comença l’altra de manera automàtica.
- A2 Aturada demanada a final de cicle: la màquina farà la maniobra de funcionament automàtic i cicle únic; és a dir, quan acabi de fer una seqüència de treball completa la màquina s’atura en la posició inicial i es torna a posar en marxa cada vegada que s’accioni el polsador de marxa corresponent.
- D3 Producció malgrat els defectes. En aquest estat la màquina realitza un únic cicle de funcionament amb una seqüència de treball diferent de la de producció normal, ja que se suposa que l’operari ha vist un defecte en el procés de funcionament, però que es pot continuar produint mentre se soluciona l’avaria.
En la taula teniu representades les condicions per passar d’un estat a un altre.
| Estat de destinació | Estat d’origen | Condicions |
|---|---|---|
| A1 | A2 | Polsador I0.0 i la màquina en etapa 0 del Grafcet |
| F2 | A1 | Polsador I0.1 |
| F1 | F2 | Polsador I0.2 i els tres cilindres endarrerits |
| A1 | Polsador I0.2 i els tres cilindres endarrerits | |
| A2 | Polsador I0.2 | |
| A2 | F1 | Polsador I0.3 |
| D3 | Polsador I0.3 | |
| D3 | F1 | Polsador I0.4 |
Fixeu-vos que cada estat té assignat un polsador per donar l’ordre de pas i que hi ha estats als quals es pot arribar per diversos camins. Fixeuvos també que el pas de l’estat A2 a F1 no està previst en la guia GEMMA general. Heu de pensar que GEMMA és una guia i, per tant, ens serveix com a orientació, però es pot adaptar a les necessitats de cada instal·lació i les condicions d’accés a un estat poden variar en funció de l’estat des del qual s’accedeix.
Estat A1. Aturada en l'estat inicial
Quan el sistema es posa en marxa, s’ha d’activar l’estat A1 de manera automàtica, i això vol dir que el PLC executarà la subrutina SBR0. En aquesta subrutina normalment no hi ha cap programa, és a dir, la màquina no fa res, i espera les ordres de l’operador per funcionar en el mode seleccionat; a vegades s’utilitza aquest estat per posar a zero comptadors, registres, etc., o carregar valors a temporitzadors o comptadors.
Estat F1. Producció normal
En la figura teniu el Grafcet de funcionament corresponent a l’estat F1 de producció normal.

Fixeu-vos que la màquina està aturada en l’etapa zero sense fer cap maniobra, ja que aquesta etapa no té cap acció associada. Els tres cilindres estan en la posició inicial, ja que és condició per passar a aquest estat, i quan s’accioni el polsador de marxa M començarà la seqüència de funcionament i es passarà a l’etapa 1, en què avançarà el cilindre A. Quan hagi avançat s’activarà l’etapa 2, que farà avançar els cilindres B i C, i quan estiguin avançats els dos s’activarà l’etapa 3, que farà retrocedir el cilindre B. Quan hagi retrocedit s’activarà l’etapa 4, que farà retrocedir el cilindre C, i el comptador Z1 incrementarà el seu valor una unitat. Quan el cilindre hagi retrocedit, en funció del valor del comptador s’activarà l’etapa 2 o l’etapa 5. Si el valor del comptador és inferior a 3 es tornaran a repetir les accions de les etapes 2, 3 i 4, i quan el valor sigui igual a 3, és a dir, quan els cilindres B i C hagin fet la maniobra de copejament tres vegades (baixar junts i pujar primer el B i després el C), s’activarà l’etapa 5, que farà que retrocedeixi el cilindre A. Quan el cilindre A estigui retrocedit s’activarà l’etapa 1 i s’iniciarà un altre cicle de funcionament de manera automàtica.
Estat A2. Aturada demanada a final de cicle
En la figura teniu el Grafcet de funcionament corresponent a l’estat A2 (aturada) demanat al final de cicle.
Fixeu-vos que el Grafcet és molt semblant al de l’estat F1: l’única diferència és que quan ha finalitzat el cicle de funcionament, en comptes d’anar a l’etapa 1 el Grafcet evoluciona a l’etapa 0, i això implica que la màquina s’atura i fins que no s’acciona el polsador de marxa no comença una altra seqüència de funcionament. Aquest mode de funcionament és molt interessant i necessari, i realitza dues funcions molt importants en la majoria d’instal·lacions:
- Es pot seleccionar el mode de funcionament perquè la màquina realitzi un únic cicle complet de funcionament, amb la possibilitat de realitzar-ne d’altres a continuació, però sempre amb l’ordre de l’operari que controla la instal·lació.
- Es pot aturar el procés de fabricació al final del cicle si l’operari veu que la instal·lació, sense tenir cap avaria, no funciona del tot correctament.
Estat D3. Producció malgrat els defectes
En la figura teniu el Grafcet de funcionament corresponent a l’estat D3 (producció malgrat els defectes).
Fixeu-vos que el Grafcet és semblant al de l’estat A2 (aturada) demanat a final de cicle, però en aquest cas es vol que quan l’operari detecti un defecte en el procés de producció la màquina realitzi l’operació de copejament cinc vegades en comptes de tres, i que quan acabi la seqüència la màquina vagi a l’etapa 0, amb la possibilitat de fer cicles de funcionament cada vegada que s’accioni el polsador de marxa M. Aquest mode de funcionament és molt important en processos llargs i en què una aturada en el procés de producció pot representar una gran pèrdua econòmica; per descomptat que hi ha avaries que per la seva importància han de provocar una aturada del funcionament de la instal·lació, però també és cert que n’hi ha d’altres de menys greus, en què modificant el procés de fabricació la instal·lació pot seguir treballant aprofitant tot el producte fabricat fins al punt on s’ha produït l’avaria. En aquest cas se suposa que el defecte detectat en el procés de producció es pot solucionar copejant cinc vegades la peça a fabricar en comptes de les tres que necessita una peça bona. En funció de les característiques del procés de producció hi pot haver diversos Grafcet per tractar defectes diferents.
Estat F2. Marxa de preparació
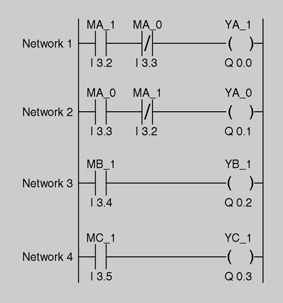
En la figura teniu el programa de funcionament corresponent a l’estat F2 de marxa de preparació. Fixeu-vos que mitjançant els polsadors podeu moure els tres cilindres, i d’aquesta manera es pot posar la màquina en la posició inicial en cas necessari.
Programa de la guia GEMMA
El programa corresponent a la implementació de la guia GEMMA es farà sempre en el bloc de programa que executi sempre la CPU; en el cas dels autòmats programables de la familia S7-1200 de Siemens serà el bloc d’organització principal, també anomenat OB1.
Mitjançant el programa corresponent a la guia GEMMA, el PLC executarà una funció o una altra i, per tant, la màquina funcionarà d’un mode o d’un altre.
Amb la implementació d’aquesta guia GEMMA podeu:
- Posar la màquina en la posició inicial en cas necessari.
- Treballar normalment en cicle continu automàtic.
- Des de l’estat D1 passar a l’estat A2, treballant automàticament en cicle únic per controlar millor el funcionament o passar a l’estat D3 si l’operador detecta un defecte, de manera que faci la maniobra de copejament cinc vegades en comptes de tres.
- Una vegada que el defecte ha desaparegut, tornar a l’estat A2 i, des d’aquest estat, finalitzar tot el procés i anar a l’estat A1 o continuar treballant automàticament en cicle continu i anar a l’estat F1.
En la figura teniu el programa corresponent a la implementació de la guia GEMMA de la figura. L’estructura d’aquest programa es pot aplicar a qualsevol GEMMA, independentment dels estats que tingui i dels camins o línies d’unió que hi hagi entre aquests.

Bàsicament sempre farem servir dues branques elèctriques per inicialitzar els Grafcet i la guia GEMMA; en aquests cas, amb l’autòmat programable S7-1200 de Siemens utilitzarem dos segments o networks. A continuació programarem el circuit corresponent a la línia d’unió entre dos estats i en la branca següent la crida a la funció corresponent. En el cas que un estat tingui diverses línies d’unió procedents d’altres estats, les branques corresponents a aquestes línies s’han de programar juntes.
Els circuits corresponents a les línies d’unió tenen l’estructura següent: contacte, corresponent a la marca de l’estat d’origen, en sèrie amb els contactes, corresponents als elements de la transició, que fan set de la marca associada a l’estat destinació i a la vegada fan reset de la marca associada a l’estat origen.
Els circuits corresponents a la crida a les funcions tenen l’estructura següent: contacte de la marca associada a l’estat connectat a la funció associada al mateix estat.
Raonem el programa d’aquesta guia GEMMA analitzant els seus segments o networks:
- Network 1. Mitjançant la marca de sistema M255.0 que hem configurat en les propietats de la CPU del nostre PLC S7-1200, que té valor lògic 1 durant 1scan quan l’autòmat programable passa de stop a run, fem reset, és a dir, desconnectem la marca M0.0 i, en ordre, fins a un total de sis marques més. Per tant, es posen a zero les marques des de M0.0 fins a M0.5, que corresponen a les marques de les etapes dels Grafcet utilitzats en aquest exemple, i a continuació fem set de la marca M0.0, que correspon a l’etapa inicial del Grafcet, etapa 0.
- Network 2. Mitjançant la marca de sistema M255.0 fem reset de la marca M10.0 i, en ordre, fins a un total de cinc marques més. Per tant, es posen a zero les marques des de M10.0 fins a M10.4, que corresponen a les marques dels estats de la guia GEMMA utilitzats en aquest exemple, i a continuació fem set de la marca M10.0, que correspon a l’estat inicial del Grafcet, estat A1.
- Network 3. Correspon al programa de la línia d’unió que va de l’estat A1 a l’estat F2 amb la transició corresponent. Per tant, contactes en sèrie de la marca associada a l’estat A1, M10.0 amb el polsador I0.1 que fanset de la marca associada a l’estat destinació F2, M10.1, i reset de la marca associada a l’estat origen A1, M10.0.
- Network 4. Correspon a la crida de la subrutina associada a l’estat destinació F2; per tant, amb el contacte de la marca associada a l’estat F2, M10.1 connecta la subrutina associada a aquest estat SBR1.
- Network 5. Correspon al programa de la línia d’unió que va de l’estat F2 a l’estat F1 amb la transició corresponent.
- Network 6. Correspon al programa de la línia d’unió que va de l’estat A1 a l’estat F1 amb la transició corresponent.
- Network 7. Correspon al programa de la línia d’unió que va de l’estat A2 a l’estat F1 amb la transició corresponent.
- Network 8. Correspon a la crida de la subrutina SBR2 associada a l’estat destinació F1.
- Network 9. Correspon al programa de la línia d’unió que va de l’estat F1 a l’estat D3 amb la transició corresponent.
- Network 10. Correspon a la crida de la subrutina SBR4 associada a l’estat destinació D3.
- Network 11. Correspon al programa de la línia d’unió que va de l’estat D3 a l’estat A2 amb la transició corresponent.
- Network 12. Correspon al programa de la línia d’unió que va de l’estat F1 a l’estat A2 amb la transició corresponent.
- Network 13. Correspon a la crida de la subrutina SBR3 associada a l’estat destinació A2.
- Network 14. Correspon al programa de la línia d’unió que va de l’estat A2 a l’estat A1 amb la transició corresponent.
- Network 15. Correspon a la crida de la subrutina SBR0 associada a l’estat destinació A1.
Observeu que les branques corresponents a les línies d’unió que tenen com a destinació l’estat F1 estan programades juntes en els networks 5, 6 i 7, de la mateixa manera que les que tenen com a destinació l’estat A2 també estan programades juntes en els networks 11 i 12.
A continuació de les branques corresponents a les línies d’unió que tenen com a destinació un estat, es programa el circuit corresponent a la crida de la subrutina associada a aquest estat; així doncs, en el network 3 hi ha programat el circuit corresponent a la línia d’unió que té com a destinació l’estat F2 i en el network 4 hi ha programat el circuit per cridar la subrutina 1 associada a aquest estat. De la mateixa manera, en els networks 5, 6 i 7 hi ha les línies d’unió que tenen com a destinació l’estat F1 i en el network 8 hi ha la crida a la subrutina SBR2 associada a l’estat F1.
Ara feu l’activitat “Implementació de la guia GEMMA”, que trobareu en la secció “Activitats” del web d’aquest mòdul.
Els circuits corresponents a línies d’unió que tenen com a destinació el mateix estat s’han de programar junts, no importa en quin ordre, però junts, i a continuació, sempre en la branca següent, es programa el circuit amb la crida de la subrutina associada a l’estat corresponent.