


Mecanització
El procés de mecanització és l’estudi de com cal mecanitzar o fabricar una peça o una sèrie de peces, establint-hi la prioritat de les operacions mecàniques de fabricació, i també l’elecció de les eines adequades al treball en qüestió, preparant-les i fent-ne la previsió al magatzem.
També és important calcular els temps de treball i les característiques i condicions de funcionalitat de les màquines emprades en cadascuna de les fases de treball, amb la finalitat de guiar l’operari i calcular els costos de fabricació. Aquests estudis es fan amb la finalitat d’optimitzar els recursos d’un taller, fàbrica o empresa tenint en compte tots els mitjans de què disposa, com ara: materials, eines, màquines, operatius, i estris de verificació i control.
Les fases de treball són cadascuna de les operacions mecàniques que s’han de dur a terme o que intervenen en la fabricació o muntatge d’una peça, des del material brut fins a l’obtenció final de la peça, la qual, una vegada acabada, ha de complir exactament les especificacions del plànol amb el qual s’ha fabricat.
Operacions de mecanització
Les operacions de mecanització són els processos que tenen la funció de transformar determinats materials en una peça funcional i útil. Solen ser operacions bàsiques de mecanització, segons les especificacions tècniques, com ara: mesurar, traçar, tallar, desbarbar, trossejar, trepar, roscar sobre xapes, tubs, perfils…
Així mateix, també hauríem de fer operacions pròpies del muntatge i desmuntatge mecànic (unions fixes, unions mòbils…), seguint les instruccions que figurin en plànols o que ja estiguin establertes.
Operacions de mesurar, marcar i traçar
Les operacions de mesurar, marcar i traçar per mecanitzar un quadre elèctric consisteixen a prendre mesures i senyalitzar el contorn, les línies, els eixos de simetria, els forats o les ranures que cal efectuar sobre la superfície exterior d’una peça.
Generalment, la mesura, el marcatge i el traçat són operacions prèvies a l’ajustament i la mecanització de la peça. Si no duem a terme correctament aquestes tres operacions, l’exactitud de les operacions posteriors en quedarà afectada.
Les eines i els estris que fem servir més en aquestes operacions són els següents:
- Punxó o punta de marcar. Eina que usem comunament per marcar els llocs on treparem algun material. És una vareta d’acer duríssim, de forma cilíndrica o prismàtica, que acaba en punta cònica temperada i molt esmolada. La punta de traçar s’ha de mantenir esmolada i no s’ha d’emprar per a altres usos.
- Compàs de traçar. L’utilitzem per traçar arcs de cercle, determinar perpendicularitats, transportar distàncies i marcar divisions equidistants. El més utilitzat és el compàs de puntes. N’hi ha de senzills o amb una molla.
- Escaire. Els escaires són instruments que tenen un angle fix de 90º entre dues superfícies planes. N’hi ha de diversos tipus, de diferents grandàries, poden tenir una escala gràfica i poden estar fets de diversos materials.
- Cinta mètrica El metre, normalment fabricat de fleix metàl·lic o fibra tèxtil, té una escala gravada sobre la seva superfície, graduada i numerada, en el sistema mètric les divisions solen ser centímetres o mil·límetres. El fem servir per prendre mesures de les peces.
-

- Punxó o punta de marcar
-

- Escaire
-

- Cinta mètrica
Operacions de subjecció
Una altra de les operacions prèvies a la mecanització és la subjecció de la peça. Un cop subjectem el material i no es mou, el podem tallar, llimar, foradar, etc., amb les eines corresponents i amb màxima precisió.
Les operacions de subjecció serveixen per mantenir un material en una determinada posició. D’aquesta manera podem treballar amb unes altres eines.
Les principals eines de subjecció són: alicates, cargol de banc, serjants, pinces i agafadors.
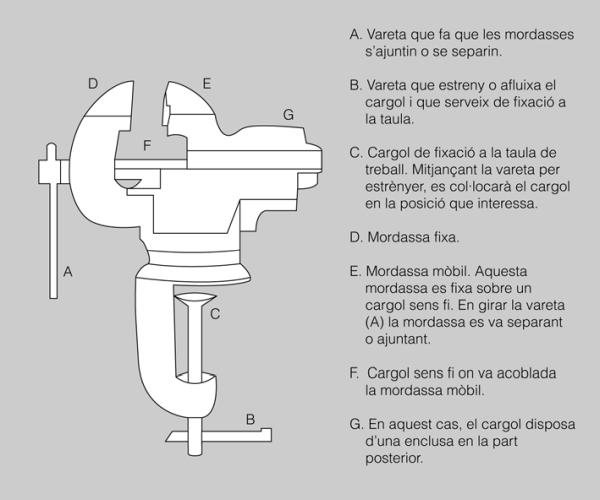
Cargol de banc. Com podem observar en la figura, consta d’una mandíbula fixa i d’una altra de mòbil. En la part superior de les mandíbules, duen unes peces anomenades mordasses amb estries perquè puguin subjectar les peces sense necessitat d’exercir sobre elles massa pressió.
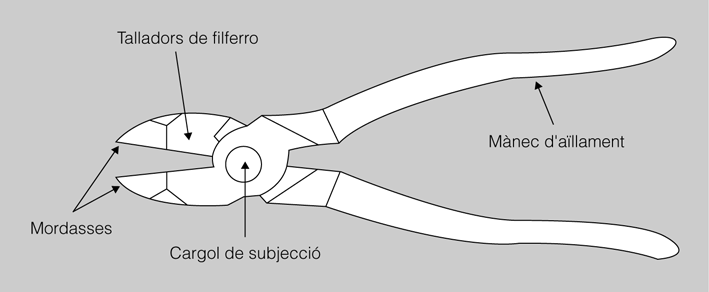
Alicates. Les alicates són eines manuals dissenyades per subjectar, doblegar o tallar. Les parts principals que les componen són les mordasses, tallador de filferro, cargol de subjecció i el mànec amb aïllament (figura). Es fabriquen de diferents formes, pesos i grandàries.
-

- Alicates universals
Les alicates més utilitzades són les següents (figura):
- Alicates de punta rodona. Utilitzades per corbar fils i xapes i per a terminals de connexió.
- De tenalles.
- De tall
- De mecànic.
- Alicates de punta plana o semiplana. Utilitzades per doblegar conductors, filferros rígids i petits trossos de xapa.
- D’electricista.

Serjants o gats. Eina manual d’ús comú en moltes professions i que es compon de dues mordasses, regulables amb un cargol de pressió. Utilitzem els serjants bàsicament per subjectar peces de metall que han de ser mecanitzades. Els serjants tenen grandàries i mesures diferents.
-

- Serjant
Pinces. Una pinça o pinces és una eina els extrems de la qual s’aproximen per subjectar. Funciona amb el mecanisme de palanques simples, que podem accionar manualment o amb mecanismes hidràulics, pneumàtics o elèctrics. Hi ha pinces per a diferents usos (figura): tall, subjecció, premsa o de pressió.

Operacions de tall
Les operacions de tall són totes les operacions en les quals dividim un material en dos o més trossos. Aquestes operacions les fem, segons l’eina que fem servir, per mitjà de diferents procediments:
- Cisallament.
- Serrada.
- Cisellada.
- Burinada.
També repassarem les operacions de tall i manipulació de cables que tenen gran importància a l’hora de mecanitzar i muntar quadres elèctrics.
Cisallament. Entenem per cisallaments les operacions en les quals tallem el material sense que es desprenguin llimadures. Podem fer aquests talls tant amb màquines de tall manual com amb màquines accionades amb motors.
Les màquines de tall manual (figura) són les tisores de taula o les cisalles de peu. Les màquines accionades per un motor són les cisalles amb guillotina i les tisores i cisalles mecàniques o amb motor.

Serrada. Entenem per serrada el tall d’un material en el qual es desprenen llimadures. La serrada ens permet tallar gruixos molt més grans que en el cisallament. La fem amb serra de mà o amb serres mecàniques (figura).
La serra de mà té dues parts: d’un costat l’arc de serra, que aguanta i tensa la fulla de la serra, i de l’altre la fulla, que és la part activa de l’operació.

Per utilitzar de manera correcta la serra, aquesta ha de formar un angle de 20 o 30 graus amb la superfície de la peça que volem tallar.
Pel que fa a la serra mecànica (figura), gairebé només s’utilitzen en l’entorn industrial i n’hi ha de diferents tipus:
- Circulars. L’eina de tall és un disc metàl·lic.
- De vaivé. Consisteix en una fulla disposada en una màquina que realitza uns moviments similars als de la serrada manual.
- De cinta. El tall és fet per una cinta tancada que es mou sempre en el mateix sentit.

Cisellada i burinada. La cisellada i la burinada tenen tres funcions:
- Tallar o trossejar xapes o perfils prims sense que es desprenguin llimadures.
- Rebaixar el material sobrant d’una part de la peça, la qual volem treballar, amb despreniment de llimadures (cisellada exterior).
- Rasurar les superfícies interiors (cisellada interior).
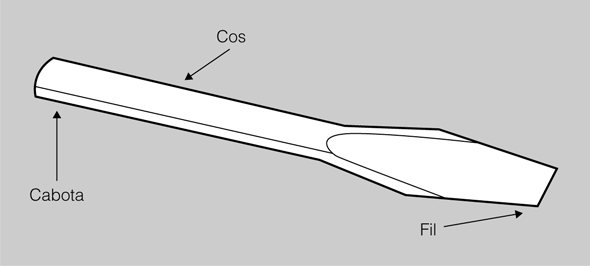
Cisell. Els cisells o tallaferros són eines de mà dissenyades per tallar, ranurar o escalabornar material en fred, mitjançant la transmissió d’un impacte. Són d’acer amb forma de barres, de secció rectangular, hexagonal, quadrada o rodona, amb fil en un extrem i bisellat en l’extrem oposat. Poden ser de diferents mides segons el treball que hàgim de dur a terme i consten de tres parts (vegeu la figura):
- Cabota, la part sobre la qual colpegem.
- Cos, secció rectangular o ovalada, i fàcil i còmode d’agafar.
- Fil o tallant, tal com indica el nom, és la part que talla.
Burí i gúbies. Aquestes dues eines són variants del cisell i les fem servir en treballs més específics com ara l’obertura de canals, tant si són rectes com corbats.
-

- Burí
El burí té l’aresta tallant en sentit transversal a la secció del cos, la qual cosa fa que la longitud del fil sigui molt més petita. La fem servir per obrir canals o ranures.
Les gúbies són eines molt similars al burí o a la cisell pla, però tenen una boca o fil corbat. Poden tenir diferents formes i així les podem adaptar al treball que han de fer en cada moment.
-

- Gúbies
Tall i manipulació de cables
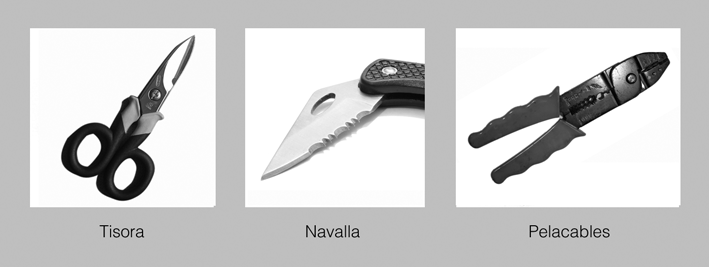
Ja sabem la gran utilitat que tenen les alicates en els treballs d’electricitat i sobretot en la manipulació i tall de cables, però hi ha unes altres eines molt més específiques que fem servir en aquestes tasques (figura):
- Tisores.
- Navalles d’electricista.
- Ganivet pelacables.
Operacions de desbastar i llimar
Les operacions de desbastar i llimar són aquelles en què rebaixem o polim una peça, a partir de la seva erosió o hi arranquem petits trossets emprant una llima adequada. Fem aquesta operació de llimar mitjançant el fregament, passant suaument la llima per la superfície que volem rebaixar.
En el procés de llimada hi ha tres operacions bàsiques:
- Desbastar: fem servir una llima de picar grossa que arrenca grans quantitats de material. Aquesta llimada deixa ratlles profundes a la superfície de la peça.
- Afinament: fem servir en primer lloc llimes de picar intermèdies i a continuació llimes fines. Amb l’afinament esborrem les marques que observem fàcilment en la superfície de la peça que estem treballant.
- Poliment: polim amb una llima fina amb guix. El guix es passa entre les dents de la llima fins que queda reomplerta. En aquest procés hem de fer poca força sobre la llima i cal ser molt escrupolosos i evitar que hi hagi llimadures a la picada, ja que això podria ratllar les peces que volem polir.
Quan ens trobem amb materials molt durs com ara l’acer o el ferro cal que utilitzem llimes de picar fines. Per contra, si els materials són tous, com ara el coure, la llima de picar haurà de ser grossa. Per al plom i la fusta, les llimes han de ser especials: s’anomenen raspes.
Operacions de doblegament i corbament
El doblegament o plegatge és una operació mecànica que modela una xapa, un perfil, un tub o una peça mecànica en unes cares o seccions, entre les quals es forma un determinat angle.
Pel que fa al corbament de xapes, és una operació que consisteix a dominar la xapa sobre un suport cilíndric, de manera que adquireixi la mateixa curvatura.
L’exemple més clar de corbament és el de l’obtenció de tubs cilíndrics a partir d’una planxa completament plana.
Podem corbar i doblegar manualment i en fred si els materials són poc espessos. Per portar a terme aquestes operacions necessitarem, a més de les eines de subjecció, les eines de percussió.
Per a xapes o perfils gruixuts, és necessari l’ús de màquines de premsatge, mentre que altres vegades serà convenient un escalfament previ del material per poder efectuar el treball més fàcilment.
Eines de percussió
Entenem per eines de percussió les que ens serveixen per colpejar un material o una altra eina. Aquesta manera de fer és molt habitual en els processos de tall amb el cisell, de doblegament, d’aplatament, de clavament, etc.
El martell i la maça són, sens dubte, les eines de percussió més importants i per suposat també les més conegudes. Totes dues estan formades per dues parts: el mànec (que és la part per on l’agafem) i la cabota (que és la part amb la qual piquem).
Es poden trobar molts tipus de maces o martells segons l’ús que n’haguem de fer. Les principals diferències són els materials o formes de la cabota i les mides.
Unions
Una altra operació de mecanització són les unions de peces o elements. Podem diferenciar dos grans grups d’unions: les desmuntables i les fixes.
- Unions desmuntables. Són les que podem muntar i desmuntar diverses vegades sense necessitat de canviar el tipus d’unió i sense fer malbé les peces utilitzades. Les més importants, dintre d’aquest tipus, són les roscades. Tampoc convé oblidar les unions no roscades com ara els passadors, les clàvies, les llengüetes o els eixos estriats i les guies.
- Unions fixes. Les unions fixes són aquelles que una vegada muntades no podem tornar a desmuntar sense risc que trenquem les peces que hem fet servir. N’hi ha de diferents tipus: reblades, soldades, enganxades i clavades.
Unions roscades
En el grup d’unions roscades podem distingir les rosques, els cargols i les femelles. Dintre d’aquest grup l’element principal és la rosca (figura).
Una rosca és una hèlix construïda sobre un cilindre, amb un perfil determinat i d’una manera continua i uniforme. Si l’hèlix és exterior, es tractarà d’un cargol; si, per contra, l’hèlix és interior es tractarà d’una femella. Les magnituds han de coincidir perquè es puguin enroscar.
La part sortint de l’hèlix rep el nom de filet, mentre que el canal que queda entre ells s’anomena entrada.
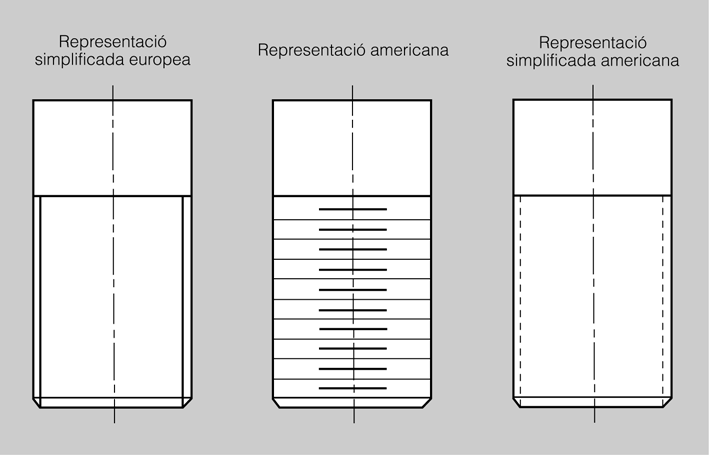
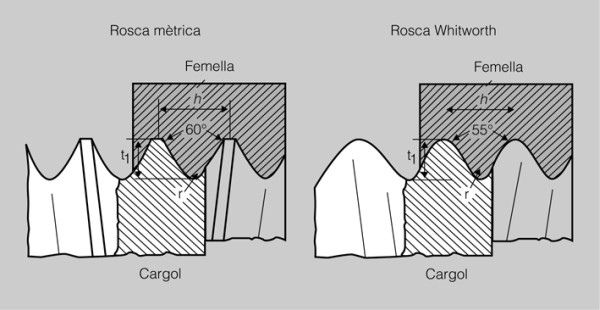
Per tal de poder estandarditzar de manera universal els cargols i les femelles, les rosques es normalitzen segons diferents sistemes internacionals. Al llarg del temps s’han creat diferents tipus de sistemes, però actualment els sistemes més utilitzats internacionalment són (figura):
- El sistema de roscatge ISO mètric (adaptat a Espanya per UNE).
- El sistema Whitworth (BSW).
Eines per cargolar i descargolar
Entre les eines apropiades per cargolar i descargolar cal destacar les següents:
-

- Tornavisos
Tornavisos
Un tornavís és una eina que permet cargolar i descargolar cargols. Té tres parts: mànec, tija i boca o punta.
La punta té la forma més adient per fer la força necessària. Moltes vegades el tornavís està imantat, per evitar que caigui el cargol.
El mànec permet agafar-lo amb força sense que faci mal a la mà. Està fet amb material aïllant, per evitar descàrregues. Els tornavisos d’electricista duen la tija protegida amb un cilindre de plàstic per extremar les precaucions.
Podem classificar-los segons:
- La punta: plans, d’estrella i pozidriv (figura).
- La utilitat: d’ajust, cercapols, d’electricista, de rellotger…

Els fem servir principalment per subjectar, collar i afluixar cargols que tenen una ranura en el cap.
La mida del tornavís que triem s’haurà de correspondre amb la mida i tipus de cargol que haguem de collar o afluixar.
És important mantenir els tornavisos sempre esmolats i hem de limitarlos a les funcions per a les quals serveixen. A més, si estem treballant en un circuit sota tensió, mai hem de tocar la tija ni la boca.
Claus
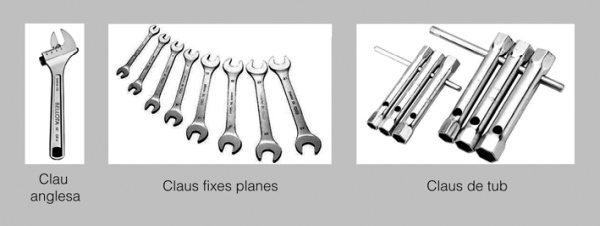
Les claus són eines d’acer molt resistents que serveixen per collar i afluixar cargols i femelles. Quan fem muntatges d’automatismes i quadres elèctrics són imprescindibles. Les claus més conegudes són (figura):
-

- Claus Allen
- Claus fixes planes. Serveixen per treballar amb cargols i femelles de cap hexagonal o quadrat. Són el tipus de clau més utilitzat i poden tenir una o dues boques.
- Clau anglesa o ajustable. És una clau extensible molt utilitzada. La seva cabota s’ajusta a la mida de la femella o el cargol per mitjà d’un cargol sense fi.
- Claus Allen. Per a cargols amb cabota hexagonal interior.
- Claus d’estrella. Només les utilitzem quan és possible un petit desplaçament de la clau.
- Claus de tub. Són claus que fem servir per a femelles hexagonals. Són de tipus fix i es fan servir en espais inaccessibles per altres tipus de claus.
- Descargolador clau. Descargolador especial, amb boca hexagonal i buida que permet col·locar femelles i cargols amb aquest tipus de cabota.
Unions reblades
L’acció de reblar és un procediment mitjançant el qual fem una unió fixa de dues o més peces, per mitjà de reblons.
-

- Parts d'un rebló
Els reblons (vegeu figura) són varetes cilíndriques, generalment fetes d’acer dolç, coure, alumini o algun altre aliatge, amb una cabota en un dels dos extrems. Estan formats per un cos cilíndric anomenat espiga i per la cabota. Hem de col·locar-los amb material resistents al martelleig.
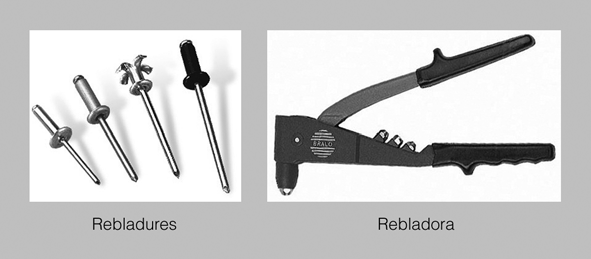
L’operació de reblar es pot fer de dues maneres:
- Introduint l’espiga del rebló en els forats de les xapes que cal acoblar i martellejant la part sobrant de manera que quedi una nova cabota que en garanteixi la unió. Per a diàmetres superiors a 10 mm, aquesta operació se sol fer en calent.
- Mitjançant rebladores automàtiques: introduïm la cabota del rebló en els forats de les xapes que cal acoblar. Llavors, per mitjà de la rebladora, comencem a extreure l’espiga de la cabota. Així, doncs, la cabota del rebló es deforma (esdevé més ample i curta) i consolidem la unió.
Unions soldades
-

- Soldadura
La soldadura és un procés de fabricació en què unim dos materials, generalment metàl·lics, aplicant calor; les peces són soldades fonent-les i afegint-hi un altre material fos que té un punt de fusió inferior al de la peça a soldar.
Hi ha diferents tipus de soldadures, encara que les més importants són la soldadura blana, soldadura forta i soldadura oxiacetilènica.
Soldadura blana. És molt utilitzada per soldar fils, cables i components elèctrics, però també s’utilitza en la unió de xapes, peces de llautó, llauna, coure o bronze. També s’aplica en la soldadura de tubs.
Es basa en l’aprofitament de l’efecte Joule, juntament amb l’aportació, d’un altre material fàcil de fusionar, normalment l’estany o el plom.
Efecte Joule
Quan per un conductor circula corrent elèctric, part de l’energia dels electrons es transforma en calor, fent augmentar la temperatura d’aquest. És per això que se’l coneix amb el nom d’Efecte Joule en honor al seu descobridor, el físic britànic James Prescott Joule.
Utilitzem aquest tipus de soldadura generalment per soldar peces que requereixen temperatures inferiors als 200 graus aproximadament.
-

- Rotlle d'estany
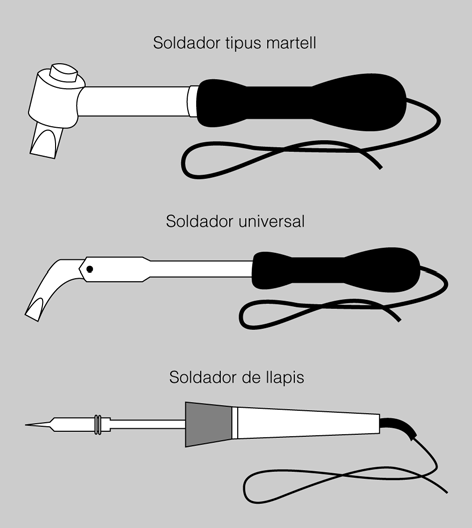
Per fondre l’estany o el plom, les eines típiques són la llàntia de butà i el soldador elèctric.
- Llàntia de butà. Pesa poc i és econòmica i fàcil d’emprar. Està formada per una petita bombona i un bec o cremador. El cremador duu incorporat una clau de pas per regular la sortida del gas i de la flama. El cremador s’encén aplicant una flama petita a la boca i anar obrint la clau de pas del gas fins que la boca s’inflami.
- Soldador elèctric: N’hi ha de diferents tipus i formes (figura) però tots es basen en el mateix funcionament: una resistència elèctrica allotjada en una peça tubular refractària. Una punta de coure enganxada en aquesta peça refractària s’escalfa quan hi connectem el soldador i ens proporciona prou temperatura per fondre l’estany. La resistència està recoberta per un mànec que ens permet agafar el soldador sense cap problema.
Hi ha un tipus de soldador elèctric anomenat soldador ràpid que té un transformador amb el secundari connectat a una punta especial que, en passar-hi el corrent s’escalfa ràpidament i produeix la fusió de l’estany.
Transformador
Es denomina transformador a una màquina elèctrica que permet augmentar o disminuir la tensió en un circuit elèctric de corrent altern, mantenint-ne la freqüència. Té dues bobines, una primària o d’entrada i altra secundària o de sortida. Al secundari o a la sortida es connecta l’aparell elèctric que es vol alimentar a aquesta tensió que subministra el transformador.
La forma del soldador és de pistola, amb un gallet que serveix per encendre’l. La mesura i la potència del soldador han de ser adequades a la peça que es vulgui soldar.
-

- Màquina de soldar
Soldadura forta. La soldadura forta, igual que la blana, es basa en la producció de calor per mitjà de l’efecte Joule, però en aquest cas, el material que sol intervenir té forma de varetes metàl·liques i una composició semblant a la dels metalls que cal unir. Les soldadures elèctriques fortes poden ser:
- Per arc: s’utilitza un transformador que proporcioni una gran quantitat de corrent en el seu secundari. A la sortida del transformador s’hi connecten dos cables flexibles. S’uneix un cable amb la peça metàl·lica que s’ha de soldar gràcies a una pinça que té un mànec aïllant, i l’altre cable s’uneix amb una altra pinça, a la qual fixem un elèctrode amb un revestiment especial. Quan se separa lleugerament aquest elèctrode de la peça, es forma un arc lluminós que genera prou calor per fondre el material de les peces en el punt d’unió i de la mateixa vareta. Les peces queden soldades i la vareta pateix un desgast progressiu.
- Per punts: és un mètode molt utilitzat en la indústria automobilística i és força similar a la soldadura per arc. El principi de funcionament està basat en la calor produïda pel corrent elèctric en els punts de contacte.
-

- Soldadura per arc
S’utilitza una màquina amb uns braços metàl·lics que tenen unes puntes de coure aliat amb cadmi, crom, etc. Els braços són articulats manualment per l’operari o bé automàticament per mitjà d’un ordinador programable. Aquesta articulació permet que s’obrin o es tanquin les puntes, entre les quals les peces que hem de soldar queden oprimides. Els corrents oscil·len entre 1.000 A i els 100 KA.
-

- Soldadura autògena
Soldadura autògena o oxiacetilènica. Utilitza, com a font de calor per fondre els metalls que cal soldar, la flama d’un bufador alimentat per una barreja d’oxigen amb un combustible, generalment acetilè, que s’hi crema. L’acetilè s’inflama a 350 graus i genera una flama molt lluminosa quan crema en l’ambient.
Tant l’oxigen com l’acetilè se subministren independentment en bombones o ampolles equipades amb vàlvules d’obertures i manòmetres que indiquen la pressió. El dispositiu que utilitza l’operari per efectuar la soldadura, i pel qual surt la flama, és conegut amb el nom de bufador. Els gasos en combustió poden arribar fins a temperatures de l’ordre dels 3.160 graus.
Operacions amb màquines eina
Avui dia, moltes de les operacions de mecanització es poden fer per mitjà d’unes màquines eina. Les anomenades màquines eina duen incorporada una eina que és moguda per l’acció d’un motor.
Aquestes màquines tenen la funció de substituir la feina manual pel treball automàtic en la fabricació de peces. També duen a terme operacions que són pràcticament impossibles d’efectuar manualment (treballs perillosos, que requereixen molta precisió, etc.).
El foradament és l’acció que més habitualment fan els muntadors de quadres elèctrics amb màquines eina. Però també hi ha altres tipus d’operacions, més típiques d’entorns industrials com són el fresatge, la serrada, el tornejament i la rectificació.
Operacions de trepatge
El trepatge consisteix a fer forats per tall de llimadures sobre un determinat material.
-

- Broques de metall
Broques. L’eina mitjançant la qual es fan els trepatges és la broca. Consisteix en una barra d’acer temperat amb una hèlix al llarg de la seva superfície, esmolada per un extrem de manera que, en girar, penetra en el cos que s’ha de foradar i en talla petites porcions o llimadures.
Avui dia, les broques més generalitzades són les anomenades broques helicoïdals. La resta poden considerar-se broques especials (broques helicoïdals de més de dues ranures, freses, broques per aixamfranar, broques amb ranures o broques de forats per a la lubricació, etc.).
El trepant. Per dur a terme l’operació del trepatge, cal que la broca faci dos moviments bàsics: un de principal i de rotació, per obtenir la velocitat de tall adequada, i un altre d’avanç o penetració, en la direcció de l’eix. Obtenim aquests dos moviments per mitjà d’una màquina eina anomenada màquina de foradar o, senzillament, trepant.
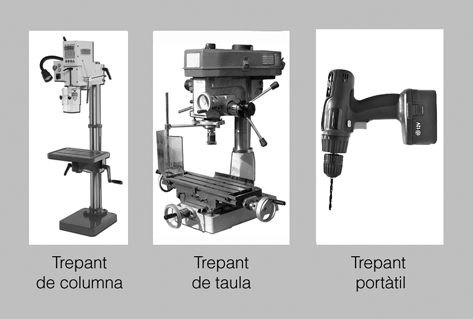
Hi ha diferents tipus de trepants, segons el tipus de constitució i complexitat. Els trepants més comuns són els següents (figura):
- Trepant de columna. La carcassa principal està constituïda per una columna rodona, en la qual es recolza un braç que pot lliscar verticalment i girar damunt seu.
- Trepant de taula. És semblant al trepant de columna, però més petit. Es caracteritza pel fet que podem col·locar-lo a sobre d’un banc o d’una taula.
- Trepant portàtil. És el tipus més estandarditzat, en part perquè té un preu baix. És una eina imprescindible, no només en un taller mecànic, sinó també a casa.
Les broques s’acostumen a subjectar als trepants per mitjà d’una pinça anomenada portabroca.
Cal col·locar la broca de manera que no oscil·li ni rellisqui o patini durant l’operació de trepatge. Per tant, ha de quedar ben fixada i centrada. D’altra banda, el portabroques ha d’estar sempre net per evitar que una possible acumulació de brutícia o llimadures provoqui que la broca quedi en una posició incorrecta. Mai no s’ha de colpejar ni forçar el portabroques.
Durant el procés de trepatge, és molt important triar la broca adequada. El tipus de broca que decidim triar dependrà, principalment, del material que hem de foradar. També és important triar la velocitat de foradament correcta i, si és necessari, refrigerar la broca.
Altres operacions
Les operacions de mecanitzat com ara l’ús del trepant o d’una serra automàtica, són molt comuns, fins i tot entre els aficionats al bricolatge. A banda de les operacions presentades, n’hi ha d’altres que requereixen una gran habilitat per part de l’operari: el tornejament, el fresatge i la rectificació. També veurem l’operació de serrada amb una serra automàtica.
-

- Fresadora de control numèric
Tot i que algunes d’aquestes operacions les podem realitzar amb màquines eina portàtils, avui dia hi ha màquines controlades per ordinadors, anomenades màquines eina amb control numèric o màquines eina amb CNC (computerized numerical control) per efectuar aquestes operacions.
El control numèric és un sistema de govern automàtic que consisteix bàsicament a transmetre a les màquines una sèrie d’ordres de treball (seqüència d’operacions) per mitjà d’un programa d’ordinador.
El tornejament
El tornejament és l’operació mecànica que consisteix a treballar o mecanitzar una àmplia varietat de cossos de revolució (cilindres, cons, esferes, etc.) i a practicar-hi rosques de diferents tipus i formes, utilitzant una màquina eina anomenada torn.
Les operacions principals del tornejament són les següents:
- Cilindratge. Obtenció de superfícies cilíndriques de revolució.
- Roscatge. Obtenció de rosques, cargols i espàrrecs, en el cas d’un roscatge extern i de femelles en el cas del roscatge intern.
- Trepatge. Operació de fer forats en algun material.
El fresatge
-

- Fresadora
El fresatge és l’operació mecànica que consisteix a treballar o mecanitzar cossos prismàtics mitjançant l’acció d’arrencar llimadures. Alguns exemples són la mecanització de superfícies planes, la realització de ranures, les dents en peces i engranatges i, fins i tot, el treball sobre superfícies corbes i guerxades.
Aquestes operacions s’efectuen mitjançant eines de tall especials anomenades freses. Les freses estan muntades sobre una màquina eina que rep el nom de fresadora.
La rectificació
-

- Rectificadora plana
La rectificació és una operació de conformació de peces en què el material sobrant que resta al damunt de la superfície d’una peça és eliminat per uns grans abrasius d’una eina que rep el nom de mola.
Les màquines eina sobre les quals es munta la mola s’anomenen rectificadores.